陈明轩,张秀凤,项永金(格力电器(合肥)有限公司,安徽 合肥 230088)
摘 要:空调主板或显现板上在实践运用进程反应蜂鸣器发声不良、作业失效问题杰出,且大部分与蜂鸣器耐热有关导致塑壳熔化,塑壳熔化为蜂鸣器耐热功能低,经过对很多失效蜂鸣器剖析及结构规划进行深入研讨,发现蜂鸣器结构规划存在缺点以及引脚原料的选型存在问题,该缺点首要会集在蜂鸣器塑壳结构和引脚原料两个部分构成,首要质量投诉问题为引脚与蜂鸣片触摸不良产生动静沙哑、无动静、塑壳熔化导致引脚下沉与蜂鸣片触摸开路,经过从头规划蜂鸣器底部塑壳结构和引脚原料的改进有用处理蜂鸣器耐热性低问题。
关键词:压电式蜂鸣器 ;结构;引脚原料;塑壳熔化
0 导言
蜂鸣器—望文生义, 它是一种能宣布像蜜蜂相同喻叫动静,当然动静比蜜蜂叫动静得多的电子器材。因为它结构简略,体积小,耗电少,功能安稳,且能宣布清脆悦耳的动静,在家用职业体系中运用十分遍及。
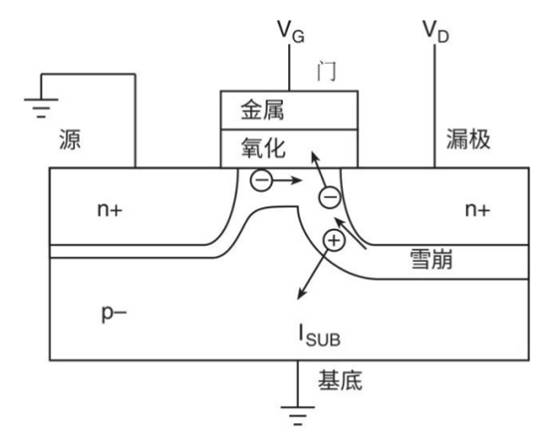
现在, 空调主板运用的蜂鸣器简直都选用压电陶瓷片。它是用钻铁酸铅资料冲压成圆片,进行高温烧结、涂银层等工艺处理,即具有压电效应。所谓压电效应是指压电陶瓷片在受力作用后, 其厚度上产生机械变形, 导致其表面上呈现电荷或在其电极上产生电位差。陶瓷蜂鸣器首要是由压电陶瓷片即产生单元、金属片、电极、金属层、共振箱、外翠等构成, 如图1所示。

空调主板上运用的多为单面结构的发声单元, 即用一片圆形压电元件和金属片等合而成, 当把它们固定在一个腔体内, 就构成压电陶瓷蜂鸣器, 即蜂鸣器。
1 作业原理
蜂鸣器是使用压电效应作业的, 当一外加电压作用于压电元件的两个电极间时, 因为压电效应, 使陶瓷体产生机械形变效应, 形变的形状与外加电压有关。假如加上交变信号一般的蜂鸣器有一个直流变沟通的电路,当陶瓷蜂鸣器体上加上与压电片的极化方向相同的电压时, 则极化强度增强,陶瓷片就沿径向伸长。反之, 当外加电压方向与陶瓷片极化方向相反时, 极化强度削弱, 脚瓷片就沿径向缩短。即构成所谓的“电致弹性”现象。因为粘胶在陶瓷片上的金属片既不扩张也不缩短。当陶瓷片产生“电致弹性”现象时, 整个发音元件就会呈现上下曲折, 即便陶瓷片的径向弹性变为曲折振荡。当陶瓷片产生时大时小, 时上时下的振荡, 并鼓励着周围的空气宣布相应的声波, 当声波与共振箱体产生共振时, 即可听到较大的响声了。
2 事情布景
压电式蜂鸣器是一种电声转化器材,将压电资料粘贴在金属片上,当压电资料和金属片两头施加上一个电压后,因为压电效应,蜂鸣片就会产生机械变形而宣布动静;其谐振频率较高,一般为2 000 Hz~4 000 Hz,而与蜂鸣片触摸的引脚不管是圆形仍是扁形,结尾都是与蜂鸣片触摸的,蜂鸣器受波峰焊高温影响底部塑壳呈现熔化,引脚会存在向下沉的现象,因为蜂鸣片是现已固定在蜂鸣器内部的,当引脚下沉后就会呈现与蜂鸣片触摸不良或开路现象,构成动静小或无动静现象,问题急需进行剖析研讨处理。

3 压电式蜂鸣器耐热性低塑壳熔化的失效原因及失效机理剖析
(1)压电式蜂鸣器底部直接与PCB板触摸,整个面彻底贴合,在出产线锡炉的温度为270±5℃,过波峰焊时,锡炉的热量集聚积在蜂鸣器引脚插装的PCB板孔内,因为塑壳底部紧贴板面孔内的热量无法发出,蜂鸣器塑料底部凸台上没有气流通道,凸台与主板没有空隙,波峰焊焊接进程中产生的热气流没有排放通道,只能聚集于焊点周围;紫铜原料导热性好,针脚受热后,温度直达塑壳,致使塑壳呈现熔化现象。

蜂鸣器塑壳熔化与引脚原料相同有关,经过测验,引脚的原料为紫铜,而紫铜在一般的引脚原料中导热性相对较高,导热系数为386.4 W/(m·k),经过对各种铜类的导热性比照,发现紫铜的导热性最高,因而在过波峰焊时,锡炉的温度很快可以经过引脚传递到塑壳,而职业界塑壳为PBT原料,PBT的原料熔点为225℃~235℃,低于锡炉270±5℃,因而引脚的导热功能相同是塑壳熔化要素之一。

4 压电式蜂鸣器耐热性低塑壳熔化处理方案
(1)关于蜂鸣器引脚插装孔的热量发出不出去问题,经过将蜂鸣器塑壳底部开槽进行处理,底部开槽不影响功能,不影响安装,在过波峰焊时,热量经过底部的开槽散宣布去,避免了底部温度的聚积。

(2)引脚原料由紫铜改为磷青铜,引脚的导热性下降7.7倍,锡炉的温度不会很快被传到塑壳,且引脚过锡炉的时刻约为3.5 s~5 s,理论上彻底可以处理塑壳受热熔化问题。
改动凸台结构和针脚原料,将塑壳底部凸台由平面更改为通槽(以引脚为中心并向两个方向延伸),详细结构更改点前后改动如图6和7。波峰焊接进程中热气可以从两个方向快速的给排出,下降塑壳在高热量环境中熔化危险;在不改动蜂鸣器原有功能的情况下,将针脚原料由导热性好的紫铜更改为不易发热的磷铜,躲避高温快速的传递给塑壳导致塑壳熔化问题的产生。
详细更改点:确认更改后的凸台结构,以引脚为中心并向两个方向延伸开槽,槽口深度控制在0.3cm~0.35cm,槽宽控制在0.7cm~0.71 cm。更改后的开槽凸台结构建立了热量流通渠道,使热量可以从规划的轨迹快速的流出,下降塑壳及凸台高温环境中熔化危险。


5 整改作用评价及运用作用验证
经过对蜂鸣器塑壳底部添加开槽以及引脚原料由紫铜改为磷青铜,进行引脚高温加锡焊接试验比照,如表2。经过表2的试验比照可以看出,引脚原料改为磷青铜的蜂鸣器显着比紫铜原料好,导热性慢,塑壳不容易熔化,整改有用。

6 压电式蜂鸣器蜂鸣器抗耐热性失效整改总结及含义
压电式蜂鸣器内部蜂鸣片触摸的引脚不管是圆形仍是扁形,结尾都是经过波峰焊锡炉焊接存在主板上的,那么引脚一边与高温锡炉触摸一边是塑壳,在后续的失效整改中,导热性的要素需求彻底考虑,以及器材插装孔内热量的发出方法,经过引脚原料和结构上的整改,可以有用处理塑壳耐热缺乏熔化问题,为往后的相似器材失效整改供给经历。
称谢:感谢格力电器给我的渠道让我长时间在电子出产进程中堆集了名贵的作业经历,让我结合实践对学习到的常识用于实践改进中,感谢出版社给予的时机将自己所堆集的经历宣布,谢谢!
参考文献
[1] 于天江.陶瓷蜂鸣器作业原理[J].摩托车,1996-09-15
[2] 陈汉宁.一种新式蜂鸣器的规划[J].机电元件.2013-12-25
作者简介:
陈明轩(1989-),男,助理工程师,首要研讨方向:电子元器材失效剖析。
本文来源于科技期刊《电子产品世界》2019年第8期第65页,欢迎您写论文时引证,并注明出处