手艺焊接的东西
任何电子产品,从几个零件构成的整流器到不计其数个零部件组成的计算机体系,都是由根本的电子元件器材和功用构成,按电路作业原理,用必定的工艺办法衔接而成。尽管衔接办法有多种(例如、绕接、压接、粘接等)但运用最广泛的办法是锡焊。
1 .手艺焊接的东西
( 1 )电烙铁
( 2 )铬铁架

图1
2 . 锡焊的条件
为了进步焊接质量,有必要留意把握锡焊的条件:
被焊件有必要具有可焊性;被焊金属外表应坚持清洁;运用适宜的助焊剂;具有恰当的焊接温度;具有适宜的焊接时刻。
焊接与助焊剂
1 .焊接资料
但凡用来熔合两种或两种以上的金属面,使之成为一个整体的金属或合金都叫焊料。这儿所说的焊料只针对锡焊所用焊料。
常用锡焊资料:
管状焊锡丝 、抗氧化焊锡、含银的焊锡、焊膏
2 .助焊剂的选用
在焊接进程中,因为金属在加热的状况下会产生一薄层氧化膜,这将阻止焊锡的滋润,影响焊接点合金的构成,简单呈现虚焊、假焊现象。运用助焊剂可改进焊接功能。助焊剂有松香、松香溶液、焊膏焊油等,可根据不同的焊接目标合理选用。焊膏焊油等具有必定的腐蚀性,不行用于焊接电子元器材和电路板,焊接完毕应将焊接处残留的焊膏焊油等擦洗洁净。元器材引脚镀锡时应选用松香作助焊剂。印制电路板上已涂有松香溶液的,元器材焊入时不用再用助焊剂
手艺焊接的留意事项
手艺锡焊接技能是一项根本功,便是在大规模出产的状况下,保护和修理也有必要运用手艺焊接。因而,有必要经过学习和实践操作操练才干娴熟把握。留意事项如下:
1. 手握铬铁的姿态把握正确的操作姿态,能够确保操作者的身心健康,减轻劳作损伤。为削减焊剂加热时挥宣布的化学物质对人的损害,削减有害气体的吸入量,一般状况下,烙铁到鼻子的间隔应该不少于 20cm ,通常以 30cm 为宜。
电烙铁有三种握法,如图2 所示。

图2 握电烙铁的办法暗示
反握法的动作安稳,长时刻操作不易疲惫,适于大功率烙铁的操作;正握法适于中功率烙铁或带弯头电烙铁的操作;一般在操作台上焊接印制板等焊件时,多选用握笔法。
2. 焊锡丝一般有两种拿法,如图3 所示。因为焊锡丝中含有必定份额的铅,而铅是对人体有害的一种重金属,因而操作时应该戴手套或在操作后洗手,防止食入铅尘。
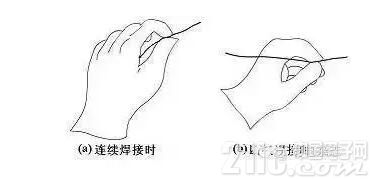
图3 焊锡丝的拿法
3. 电烙铁运用今后,必定要保险地插放在烙铁架上,并留意导线等其他杂物不要碰到烙铁头,防止烫坏导线,构成漏电等事端。
“
手艺焊接操作的根本进程
把握好电烙铁的温度和焊接时刻,挑选恰当的烙铁头和焊点的触摸方位,才或许得到杰出的焊点。正确的手艺焊接操作进程能够分红五个进程,如图所示。
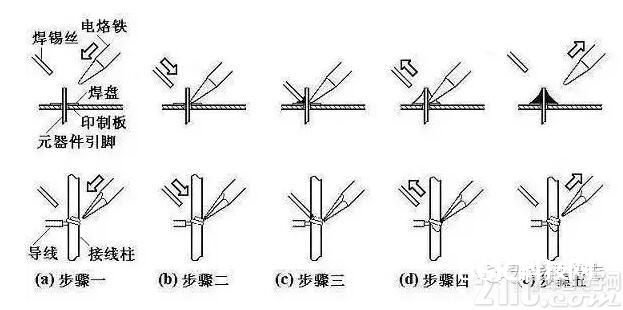
图4 手艺焊接进程
1 .根本操作进程
⑴ 进程一:预备施焊(图 (a) )
左手拿焊丝,右手握烙铁,进入备焊状况。要求烙铁头坚持洁净,无焊渣等氧化物,并在外表镀有一层焊锡。
⑵ 进程二:加热焊件(图 (b) )
烙铁头靠在两焊件的衔接处,加热整个焊件整体,时刻大约为 1 ~ 2 秒钟。关于在印制板上焊接元器材来说,要留意使烙铁头一起触摸两个被焊接物。例如,图 (b) 中的导线与接线柱、元器材引线与焊盘要一起均匀受热。
⑶ 进程三:送入焊丝(图 (c) )
焊件的焊接面被加热到必定温度时,焊锡丝从烙铁对面触摸焊件。留意:不要把焊锡丝送到烙铁头上!
⑷ 进程四:移开焊丝(图 (d) )
当焊丝熔化必定量后,当即向左上 45° 方向移开焊丝。
⑸ 进程五:移开烙铁(图 (e) )
焊锡滋润焊盘和焊件的施焊部位今后,向右上 45° 方向移开烙铁,完毕焊接。从第三步开端到第五步完毕,时刻大约也是 1 至 2s 。
2 .锡焊三步操作法
关于热容量小的焊件,例如印制板上较细导线的衔接,能够简化为三步操作。
预备:同以上进程一;
加热与送丝:烙铁头放在焊件上后即放入焊丝。
去丝移烙铁:焊锡在焊接面上滋润分散到达预期规模后,当即拿开焊丝并移开烙铁,并留意移去焊丝的时刻不得滞后于移开烙铁的时刻。
关于吸收低热量的焊件而言,上述整个进程的时刻不过 2 至 4s ,各进程的节奏操控,次序的精确把握,动作的娴熟和谐,都是要经过很多实践并用心领会才干处理的问题。有人总结出了在五进程操作法顶用数秒的办法操控时刻:烙铁触摸焊点后数一、二(约 2s ),送入焊丝后数三、四,移开烙铁,焊丝熔化量要靠调查决议。此办法能够参阅,但因为烙铁功率、焊点热容量的不同等要素,实践把握焊接火候并无定章可循,有必要详细条件详细对待。试想,关于一个热容量较大的焊点,若运用功率较小的烙铁焊接时,在上述时刻内,或许加热温度还不能使焊锡熔化,焊接就无从谈起。
手艺焊接操作的详细办法
在确保得到优质焊点的目标下,详细的焊接操作办法能够有所不同,但下面这些前人总结的办法,对初学者的指导效果是不行疏忽的。
坚持烙铁头的清洁
焊接时,烙铁头长期处于高温状况,又触摸助焊剂等弱酸性物质,其外表很简单氧化腐蚀并沾上一层黑色杂质。这些杂质构成隔热层,阻碍了烙铁头与焊件之间的热传导。因而,要留意用一块湿布或湿的木质纤维海绵随时擦洗烙铁头。关于一般烙铁头,在腐蚀污染严峻时能够运用锉刀修去外表氧化层。关于长寿命烙铁头,就肯定不能运用这种办法了。
靠添加触摸面积来加速传热
加热时,应该让焊件上需求焊锡滋润的各部分均匀受热,而不是只是加热焊件的一部分,更不要选用烙铁对焊件添加压力的办法,防止构成损坏或不易察觉的危险。有些初学者用烙铁头对焊接面施加压力,妄图加速焊接,这是不对的。正确的办法是,要根据焊件的形状选用不同的烙铁头,或许自己修整烙铁头,让烙铁头与焊件构成面的触摸而不是点或线的触摸。这样,就能大大进步传热功率。
加热要靠焊锡桥
在非流水线作业中,焊接的焊点形状是多种多样的,不大或许不断替换烙铁头。要进步加热的功率,需求有进行热量传递的焊锡桥。所谓焊锡桥,便是靠烙铁头上保存少数焊锡,作为加热时烙铁头与焊件之间传热的桥梁。因为金属熔液的导热功率远远高于空气,使焊件很快就被加热到焊接温度。应该留意,作为焊锡桥的锡量不行保存过多,不只因为长时刻存留在烙铁头上的焊料处于过热状况,实践现已下降了质量,还或许构成焊点之间误连短路。
烙铁撤离有考究
烙铁的撤离要及时,而且撤离时的视点和方向与焊点的构成有关。如图所示为烙铁不同的撤离方向对焊点锡量的影响。
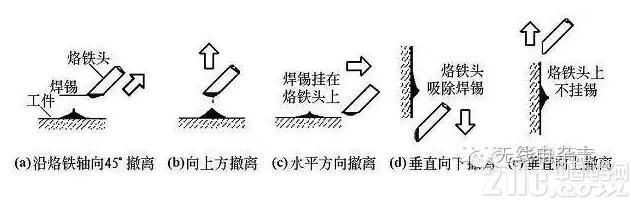
图5 烙铁撤离方向和焊点锡量的联系
在焊锡凝结之前不能动
切勿使焊件移动或遭到振荡,特别是用镊子夹住焊件时,必定要等焊锡凝结后再移走镊子,不然极易构成焊点结构疏松或虚焊。
焊锡用量要适中
手艺焊接常运用的管状焊锡丝,内部现已装有由松香和活化剂制成的助焊剂。焊锡丝的直径有 0.5 、 0.8 、 1.0 、 … 、 5.0mm 等多种标准,要根据焊点的巨细选用。一般,应使焊锡丝的直径略小于焊盘的直径。
如图所示,过量的焊锡不但无必要地耗费了焊锡,而且还添加焊接时刻,下降作业速度。更为严峻的是,过量的焊锡很简单构成不易察觉的短路毛病。焊锡过少也不能构成结实的结合,同样是晦气的。特别是焊接印制板引出导线时,焊锡用量缺乏,极简单构成导线掉落。
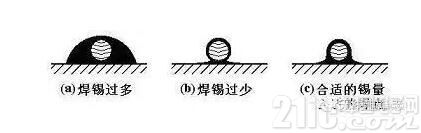
图6 焊点锡量的把握
焊剂用量要适中
适量的助焊剂对焊接十分有利。过量运用松香焊剂,焊接今后必然需求擦除剩余的焊剂,而且延长了加热时刻,下降了作业功率。当加热时刻缺乏时,又简单构成“夹渣”的缺点。焊接开关、接插件的时分,过量的焊剂简单流到触点上,会构成触摸不良。适宜的焊剂量,应该是松香水仅能浸湿即将构成焊点的部位,不会透过印制板上的通孔流走。对运用松香芯焊丝的焊接来说,根本上不需求再涂助焊剂。现在,印制板出产厂在电路板出厂前大多进行过松香水喷涂处理,无需再加助焊剂。
不要运用烙铁头作为运送焊锡的东西
有人习气到焊接面上进行焊接,成果构成焊料的氧化。因为烙铁尖的温度一般都在 300 ℃ 以上,焊锡丝中的助焊剂在高温时简单分化失效,焊锡也处于过热的低质量状况。特别应该指出的是,在一些陈腐的书刊中还介绍过用烙铁头运送焊锡的办法,请读者留意辨别。
焊点质量及查看
对焊点的质量要求,应该包含电气触摸杰出、机械结合结实和漂亮三个方面。确保焊点质量最重要的一点,便是有必要防止虚焊。
1 .虚焊产生的原因及其损害
虚焊首要是由待焊金属外表的氧化物和尘垢构成的,它使焊点成为有触摸电阻的衔接状况,导致电路作业不正常,呈现衔接时好时坏的不安稳现象,噪声添加而没有规律性,给电路的调试、运用和保护带来严重危险。此外,也有一部分虚焊点在电路开端作业的一段较长时刻内,坚持触摸尚好,因而不简单发现。但在温度、湿度和振荡等环境条件的效果下,触摸外表逐渐被氧化,触摸慢慢地变得不彻底起来。
虚焊点的触摸电阻会引起部分发热,部分温度升高又促进不彻底触摸的焊点状况进一步恶化,终究乃至使焊点掉落,电路彻底不能正常作业。这一进程有时可长达一、二年,其原理能够用“原电池”的概念来解说:当焊点受潮使水汽进入空隙后,水分子溶解金属氧化物和尘垢构成电解液,虚焊点两边的铜和铅锡焊料相当于原电池的两个电极,铅锡焊料失掉电子被氧化,铜材取得电子被复原。在这样的原电池结构中,虚焊点内产生金属损耗性腐蚀,部分温度升高加重了化学反应,机械振荡让其间的空隙不断扩大,直到恶性循环使虚焊点终究构成断路。
据统计数字标明,在电子整机产品的毛病中,有将近一半是因为焊接不良引起的。但是,要从一台有不计其数个焊点的电子设备里,找出引起毛病的虚焊点来,真实不是简单的事。所以,虚焊是电路牢靠性的严重危险,有必要严厉防止。进行手艺焊接操作的时分,尤其要加以留意。
一般来说,构成虚焊的首要原因是:焊锡质量差;助焊剂的复原性不良或用量不行;被焊接处外表未预先清洁好,镀锡不牢;烙铁头的温度过高或过低,外表有氧化层;焊接时刻把握欠好,太长或太短;焊接中焊锡没有凝结时,焊接元件松动。
2 .对焊点的要求
牢靠的电气衔接、满足的机械强度、光亮规整的外观。
3 .典型焊点的构成及其外观
在单面和双面(多层)印制电路板上,焊点的构成是有差异的:见图,在单面板上,焊点仅构成在焊接面的焊盘上方;但在双面板或多层板上,熔融的焊料不只滋润焊盘上方,还因为毛细效果,渗透到金属化孔内,焊点构成的区域包含焊接面的焊盘上方、金属化孔内和元件面上的部分焊盘,如图所示。
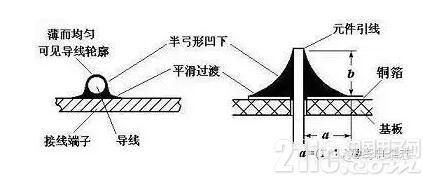
图7 焊点的构成
从外表直观看典型焊点,对它的要求是:
1. 形状为近似圆锥而外表略微洼陷,呈漫坡状,以焊接导线为中心,对称成裙形打开。虚焊点的外表往往向外凸出,能够辨别出来。
2. 焊点上,焊料的衔接面呈凹形天然过渡,焊锡和焊件的交界处滑润,触摸角尽或许小。
3. 外表滑润,有金属光泽;无裂纹、针孔、夹渣。