0 导言
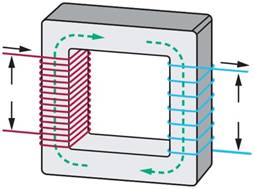
FCS现场总线是衔接操控设备与上层自动化操控设备之间的双向串行链路,以其结构和布线简略、数字传输精确牢靠、现场信息丰厚等特色,在工厂自动化操控中得到越来越广泛的使用。它的全数字化、双向传输、多点通讯,逐渐替代之前在工业中广泛使用的DCS集散操控体系。FCS现场总线有许多国际规范,本文选用的是其间的Profibus-DP规范,它是一种用于工厂自动化车间级监控和现场设备层数据通讯与操控的现场总线技能。可完结现场设备层到车间级监控的涣散式数字操控和现场通讯网络,为完结工厂归纳自动化和现场工艺设备智能化供给了可行的解决方案。
本文的工艺设备首要分为三类,一类是只需求起停操控的设备,包含除尘器、皮带运输机、拌和电机等。操控意图是确保正常次序开泊车,以及毛病或非正常情况下的连锁泊车。另一类是需求调速的设备,包含泵类、风机类、给料机等设备。操控意图是参加到液位、流量、压力等的闭环操控中,以坚持运转工况的稳定性。第三类是自成体系的设备,比方破碎机、球磨机、陶瓷过滤机等。这类设备相对较为独立,其信息首要是用于监测,或参加少数的操控。关于前两类设备,与之相连的直接操控设备是变频器、软起动器、马达维护器等操控器。这些操控器接纳PLC经过DP总线宣布的指令,一起又将设备运转或毛病信息反应给PLC,并在上位机监控画面显现这些状况。上位机画面包含有丰厚的信息,包含设备起停操作界面、运转状况信息、趋势曲线等,经过对数据库信息进行核算剖析、处理,还可以在上位机中得到出产设备的前史曲线、台时、整机功率核算,电量水量核算等,完结工厂进程数据可视化及设备办理。不难看出,设备操控次序是上位机——PLC——操控器——现场设备。
1 设备操控与办理
依据操控次序由低到高,分阶段介绍。
1.1 操控器与现场设备
对现场设备的电气操控分为就地和总线两种方法。就地操控时,现场设备起停依赖于动力站的变频器、软起动器、马达维护器等操控器接纳安装在设备近旁的就地操作箱上的起停按钮或频率给定设备宣布的信号;长途操控时,设备起停则依赖于操控器经过DP总线接纳的上位机画面发给PLC的指令。不管这两种哪种操控方法,PLC都可以经过DP总线读到操控器中寄存的设备运转或毛病状况。就地和总线切换进程要使设备平稳的坚持原有状况,这种坚持,除了像软起和马达维护器这些工频运转的设备不能因转化而泊车或发动外,关于正在以某个频率运转的变频设备,切换时还要坚持运转频率不变,即无扰切换。因为总线操控的参加,在外部电路及参数设置方面临切换电路予以充分考虑,使得就地/总线无扰切换比用DCS方法愈加牢靠。
无扰切换电路设计,在没有选用FCS之前,首要经过长途就地切换继电器与主回路接触器通断的时刻差,来确保长途就地切换瞬间设备发动回路或运转回路不断电。即切换进程要确保主回路接触器线圈失电、触点断开的时刻,要大于切换继电器线圈得电、触点闭合的时刻。如选用ABB的AL系列接触器,配以菲尼克斯PLC—RSC继电器,前者线圈失电触点开释时刻为10—17ms,后者线圈得电触点闭合呼应时刻为7 ms。因而,理论上,继电器切换时,接触器不会断电。但这种操控方法较难确保100%成功率,并且对继电器和主接触器品牌和功用的要求很高。
FCS体系,从电路及程序上,充分考虑切换的顺利。以变频回路为例。总线/就地切换开关不影响就地发动继电器的动作,经过变频器运转输出继电器,以及总线/就地中止继电器,来坚持给变频器的发动信号坚持切换之前的状况。为了坚持变频器切换前后频率不变,合作以智能操作器,此操作器可显现变频器的频率给定值sV和频率反应值MV。不管总线仍是就地,MV都对应于变频器的实践频率反应值。SV则不同。就地时,SV显现操作器给变频器的频率设定值;总线时,SV显现的是MV经过操作器本身变送输出的值,与此刻PLC经过总线设置给变频器的频率给定值根本共同。在就地切换到总线的瞬间,PLC经过总线将频率实时数据传输给变频器作为频率给定信号;在总线切换到就地的瞬间,则是使用操作器本身的无扰切换功用,操作器接纳转化信号后,瞬间将显现的sV的值输出给变频器作为给定频率,然后完结双方向的牢靠的无扰切换。
1.2 PLC与操控器
操控器首要包含变频器、软起动器、马达维护器等。为完结总线操控,需设置操控器参数。除了根本的额外电压、频率、电流、功率因数、总线地址等的设置外,关于变频器,还需求设置起停方式(如惯性、斜坡等)、加减速时刻、操控信号源、频率源等;软起动器需求设置起停方式(如电压、力矩)、升降压时刻、限流倍数、维护类别、输入输出功用等;马达维护器需求设置操作方式、维护设置、操控设置等。初始设置一般是经过操控器本身的键盘完结。也可以由PLC经过DP总线对操控器参数进行设置和修正,并对操控器的特性进行接连监测与操控。
为对不同操控方法的电机进行一致办理,PLC中设置一致的电机操控变量,包含电机操控类型、操控字、状况字、频率设定、频率反应、电机电流、电机功率、毛病代码。其间电机操控类型中显现变频器操控、软起动器操控、电机维护器操控、一般电机操控等信息。操控字中包含起停电机、毛病复位。状况字包含运转/中止、总线/就地、毛病、急停、合闸/分闸等信息。频率设定和频率反应对应于变频器,电机电流、功率、毛病代码对应于一切总线操控设备。毛病代码是FCS较DCS优势之处,PLC经过总线读取毛病代码后,可以对现场设备进行远方确诊,快速判别毛病原因,排查毛病。
1.3 上位机与PLC
上位机与PLC的通讯,选用DAServer作为接口,DAServer依据设定时刻比方1000ms来读写需求与PLC交互的数据。上位机则是以事情方式读取接口中的数据。这些数据信息的读写,需求上位机进行解码及编码,以对应到特定位,完结PLC中操控字及状况字在上位机画面的显现。
点击主画面的电机标识,即可以经过该设备的指针指向相应电机的衔接变量。图1为某台设备的电机操控窗口,电机的首要状况和操控均显现在图中。
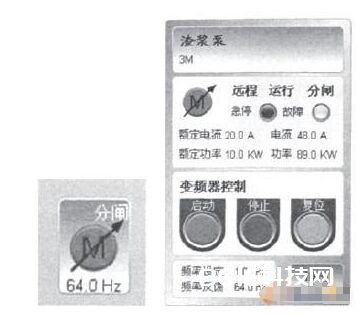
图1 电机操控窗口
关于上文说到的自成体系的如球磨机等设备,因为本身存在很齐备的监控体系,经过通讯读取需求特别重视的参数以显现在画面中。如球磨机的润滑油站、离合器、慢驱电机、主电机等的状况、报警等信息,轴瓦及定子温度、油压油流、振荡等信息,陶瓷过滤机的循环泵、加酸泵、真空泵等相关信息。
1.4 上位机与服务器
上位机与PLC之间的通讯使得画面可以取得设备运转的实时数据。如若需求出产的前史数据或要害的功用指标,则需求从服务器中取得数据。各PLC设备将总线传输的与出产密切相关的设备数据存储到服务器,上位机使用ActiveFactory剖析报表东西读取服务器的前史数据,以盯梢出产信息,并对信息进行剖析、核算、处理,得到出产设备的前史曲线、台时、整机功率、耗电量、用水量等。工厂进程数据可视化后,办理人员可以在具体的数据趋势及信息基础上,采纳举动优化出产进程。生成数据报表及设备办理报表,进步出产绩效。
2 总结
本文介绍了使用FCS中的Profibus-DP总线完结电气设备智能办理操控体系,经过无扰切换电路设计、现场设备的数据收集、集中操控、设备办理等,使得体系的可维护性增强,减轻了出产操作的难度和强度,经过在实践中的使用,展示出FCS的优越性。