1 导言
跟着科学技能的开展,依据以太网、计算机(PC)、可编程操控器(PLC)、人机界面(HumanComputer Interface,HMI)、智能外表的自动化已成为现代工厂的技能支柱。与传统的依据现场总线的工业操控网络体系比较,工业以太网具有通讯速率高、本钱低价、资源同享能力强、可持续开展潜力大等优势。
我国涂料职业出产线的自动化程度相对落后,跟着涂料职业的技能改造和新建项目上钩算机技能的广泛运用,选用PLC操控替代了继电器操控;工艺流程的人机界面动态显现替代了模仿显现;PC机与以太网技能使整个出产线处于长途操控和办理下,然后彻底改变了传统涂料职业出产的落后面貌。
本体系首要研讨由PC、PLC和HMI组成的长途操控体系在涂料出产线的运用。从工艺流程的操控要求人手,对涂料出产线归纳剖析,经过PLC编程完结根本操控要求,经过触摸屏规划一套人性化、简单化的人机界面,再经过现场调试对工艺参数进行调整。上位机监控软件选用北京亚控科技开展有限公司的“组态王6.53”组态软件,规划了工艺流程图显现、动态数据画面显现、报表显现、报警显现等功用,完结对出产的进程监控及数据处理。经过以太网,办理者能够长途监控整个出产进程,守时检查出产数据,然后终究满意操控和办理要求。
2 工艺流程简介
涂料出产包含基料配对、配料、兑稀、包装、入库等环节。整体工艺流程如图1所示。涂料出产工艺流程是:将胶料和助剂混合,并进行低速拌和;将颜填料、助剂和水混合后进行高速涣散,必要时进行研磨制成白浆;把白浆分批慢速参加到乳液中,构成初涂料;用增稠剂调整初涂料的粘稠度,用色浆分配初涂料的色彩及其深浅度,或再参加消泡剂即为乳胶漆制品,经过滤、称量、包装、查验合格后就可入库或上市出售。
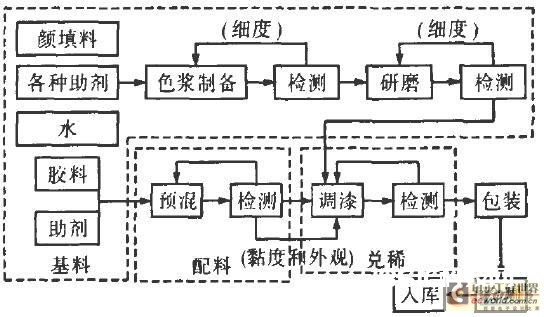
图1 整体工艺流程图
3 操控体系结构规划
依据工艺流程和出产要求,涂料出产进程操控中最重要的是对各种物料进出量完结准确操控。出产所用的物料都存放在物料罐中,每次用料量都很大。因为现场条件的约束,无法直接选用分量传感器来计量。并且从节省本钱动身,选用质量流量计也不经济。因而,本体系中选用液位变送器检测物料罐中物料液位的改变,运用罐的截面积得到进出物料量的体积,再运用该物料的密度就可得到进出物料的量。一起,该长途操控体系还要求具有以下功用:
(1)对整个工艺流程完结自动检测和操控;
(2)以组态王6.53web为技能渠道,实时显现体系的监控画面;
(3)经过以太网通讯,完结不同楼层的人机界面材料同享以及出产的长途监测;
(4)出产进程自动操控中具有多重安全措施;
(5)完结“现场无人值勤,操控室少人操作”的方针,减轻操作人员的工作量和劳动强度,并加强对操作人员的监督和办理。
整个体系分为四层:现场操控级、PLC操控站、上位计算机监控体系和长途监控体系。体系结构如图2所示。
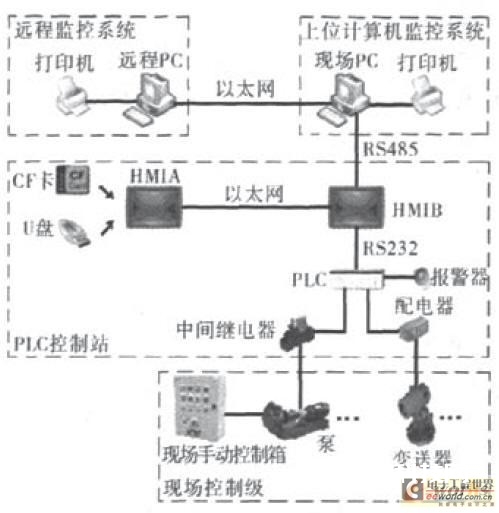
图2 体系结构图
3.1现场操控级
现场操控级首要有两部分功用:一是对现场的出产进行手动操作;二是现场的液位变送器与PLC衔接,将物料量的改变信号传送到PLC,PLC输出操控泵,然后完结进出物料量的自动操控。
3.2 PLC操控站
PLC操控站由可编程操控器、触摸屏、配电器、中心继电器和报警器等组成。
本体系中可编程操控器选用欧姆龙公司CPIH,首要完结对现场设备相关模仿量和开关量的数据状况收集及输出操控。触摸屏选用威纶通公司的MT8000。触摸屏与PLC配套运用,使得PLC的运用愈加灵敏。触摸屏能够设置参数、显现数据、以动画等方式描绘出产进程,使得PLC的运用可视化。选用RS232接口将触摸屏与PLC经过通讯电缆进行衔接。长途触摸屏(HMI A)和本地触摸屏(HMI B)经过以太网衔接,二者均可显现外表数据和设备状况,都能对现场设备进行操控。
3.3上位计算机监控体系
上位计算机监控体系既能完结体系的组态、调试,检测参数的在线修正和操控参数的设置,又能完结对出产数据的收集,报表的生成和打印,反常信号的报警及出产现场信息的网络发布等功用。运用组态王6.53的web功用,上位监控计算机一起作为体系的web服务器,组态王工程可经过web服务器完结web发布。
3.4长途监控体系
长途监控体系指厂长室经过以太网与现场PC相连,操作人员能够随时随地经过以太网和IE浏览器施行长途监控。