跟着PLC以及人机界面终端产品(HMI)在自动化范畴的广泛应用,越来越多的操控场合挑选PLC作为体系的主控。在许多温度操控范畴,人们也都惯性地挑选PLC+温度模块作为处理计划。实际上,跟着工控产品的飞速发展,现已有更多的计划可供挑选。下面就温度操控处理计划作几点比较论述。
比方处理一个四回路温度操控计划,规划人员会有以下的一般做法,计划一:
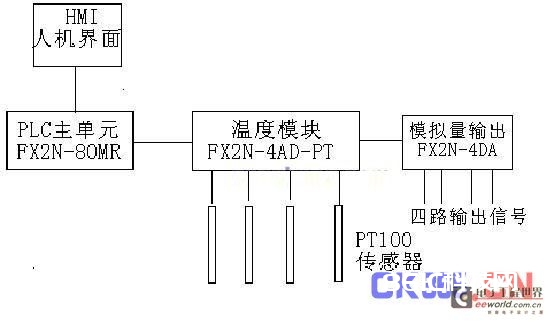
计划一系选用三菱电机公司FX2N-80MR-001主机+4通道温度输入模块FX2N-4AD-PT+4路模拟量输出模块FX2N-4DA+人机界面终端,经过温度输入模块对温度传感器PT100的信号收集(0-10V/4-20mA),经过PLC主单元运算后,又经过D/A转化的方法将模拟量信号传递给外部的双向可控硅电路,然后完结四回路的温度操控。一起温度参数可显现在人机界面终端。
实际上,咱们可利用其他的老练产品供给另一套处理计划,图例如下,计划二:
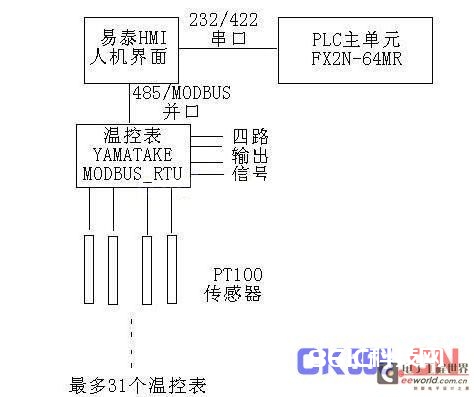
计划二选用的是三菱FX2N-64MR-001主机+易泰人机界面(ET1000系列)+山武温控表YAMATAKE。该体系经过老练的温控器从PT100传感器收集信号,在温控器内进行数据运算处理/PID参数整定后,经过揭露的MODBUS-RTU通讯协议传输数据到易泰人机界面。其他的I/O信号操控则仍是由PLC来完结。
综上二种计划比较,很显着第二种计划的优势比较显着:
1、 体系规划简练。
选用第二种计划省却了AD/DA转化模块,直接简化了体系配线。
2、 优化软件编程。
众所周知,在PLC内部运用梯形图编写PID程序是比较繁琐的,并且整定PID参数很不便利,并且会占用PLC有限的空间资源,形成整个循环扫描周期变长,温度显现或操作呼应滞后。而选用专业的温控表,现已自带了PID参数整定功用,无论是温度参数设置,仍是进行PID参数的整定,都十分简易便利。
3、 操控精度高。
市面上通用的温控表精度为14-16位,而PLC的AD/DA模块一般只要12-14位,所以精度方面温控表占优。
4、 呼应速度快。
因为选用的易泰触摸屏(Etouch)除了兼容各类PLC功用外,还具有MODBUS_ASC//MODBUS_RTU,通讯接口的缓存最大到达2M通讯速率,可直接与带MODBUS通讯协议的各类第三方外表/变频器通讯,因而用易泰触摸屏与温控表通讯不受PLC扫描周期的约束,呼应速度大为进步。显现/操控温度参数的实时性也会有很大改进。
5、 可完结多路温度操控。
选用计划一,受PLC主单元扩展才能、运转速度的影响(三菱FXPLC最多带8个扩展模块),因而在超越8回路的温控场合,运用计划一现已不能满意多回路的温控场合。选用计划二,得益于易泰人机界面的通讯速率(最高2M),大容量的数据存储空间(4M),易泰人机最大可完结31*8=248个回路的温度操控。
6、 节约硬件本钱。
选用三菱AD/DA模块,有必要占用主单元的物理点数(8点/块),
因而在计划一中挑选80点的主机,在计划二中只需挑选64点(80-8-8=64)的主机即可完结操控要求。主单元缩减了物理点数,意味着收购本钱的下降。别的,温控模块(FX2N-4AD-PT)+模拟量输出模块(FX2N-4DA)的收购本钱,能够购买四个4通道的温控表(山武或Omron)。因而完结相同的操控,收购本钱可大幅下降。
综上所述,完结一个操控计划,除了能够完结功用以外,正确的选型以及优化模块装备,能够起到事半功倍的作用。