S11卷铁芯变压器的开发制作和运用
摘要:下降变压器的损耗,进步供配电体系功率,是现在世界各国重视的问题。在整个供电体系中,配电变压器所占比重最大,改进其功能,下降损耗目标,对电力体系节能,进步体系牢靠性具有重要的含义。因为卷铁芯变压器有其共同的结构优势,它与传统的叠片式铁芯变压器比较,具有分量轻,体积小,空载损耗小,噪音低,机械和电气功能优越,因而,在往后电网建造与改造中,卷铁芯变压器将逐步被推行运用。
1 S11卷铁芯变压器的由来
(1)概述:
下降变压器的损耗,进步供配电体系功率,是现在世界各国重视的问题。在整个供电体系中,配电变压器所占比重最大,尤其在乡村电网中简直都是配电变压器,改进其功能,下降损耗目标,对电力体系节能,进步体系牢靠性具有重要的含义。因为卷铁芯变压器有其共同的结构优势,它与传统的叠片式铁芯变压器比较,具有分量轻,体积小,空载损耗小,噪音低,机械和电气功能优越,因而,在往后电网建造与改造中,卷铁芯变压器将逐步被推行运用。
80年代末美国、德国、日本相继开发了卷铁芯变压器,最早是运用在电子变压器上,作为复印机、计算机、卡拉OK、游戏机等高级电子产品和医疗产品上,然后逐步移置到电力变压器上。卷铁芯由硅钢片不间断接连卷制而成,在片形上没有接缝,可下降噪音。开端仅有单相铁芯,以后由单相卷铁芯技能推行到三相卷铁芯制作上来。只要在两个闭路矩形铁芯外面,再用电工钢带绕一个矩形铁芯即可以制成平面布置型的三相三柱式铁芯。它由两个相同的内框和外框组成。三相卷铁芯变压器与单比较较,其损耗和一个噪音的下降都是缺乏的,但与叠片式的铁芯变压器比较有许多长处。
单相卷铁芯变压器只要一个框,铁芯经退火后,其工艺系数仅为1.05。三相卷铁芯变压器一般选用三相三柱内铁芯方式,铁芯经退火后,其工艺系数可到达1.15~1.2。
卷铁芯变压器的制作进程首要由硅钢片的纵剪、铁芯卷制、铁芯真空退火、线圈绕制、器身绝缘装置、产品总装置等工序组成。
(2)国内S11卷铁芯变压器的情况:
90年代中期我国自行开发了卷铁芯工装设备及制作技能,90年代后期我国一些出产厂家也分别从日本、瑞典等国家引入卷铁芯的工装设备和技能。
卷铁芯变压器的铁芯是由厚度小于或等于0.3mm冷轧的硅钢片,纵剪成不同宽度的条料,接连不断卷制(中心没有接头)生长方形的结构,又因为硅钢片的宽度形状不同,绕制成型后其断面是不一样的。这样卷铁芯又可分为两种:阶梯型和R型。
阶梯型卷铁芯变压器和R型卷铁芯变压器,它们都具有卷铁芯变压器的长处。但它们之间又有不同,如硅钢片的运用上,梯形的要比R型的高,磁阻方面梯形的要比R型的大一些,体积上R型的要比梯形的略小,至于其他方面都不好混为一谈,都有待进一步去改进工装设备,改进出产工艺,改进规划思路,而逐步显示出各自的优势来。
现在我国出产S11卷铁芯变压器的厂家不过十几家,大部分是出产阶梯型的厂家,R型的出产厂家不过有几家。卷铁芯变压器的产品除了供应国内用野外,有的厂家产品已销往国外。
卷铁芯变压器的出产,现在我国首要会集在10kV电压等级,最大容量800kVA现已过判定,1250kVA、1600kVA现已试制成功。
现在电力部门收购的卷铁芯变压器以315kVA及以下的容量居多。
(3)我国卷铁芯变压器同国外产品空载损耗目标比较:
比日本三菱公司变压器:空载损耗下降21.8%
比日本大阪变压器:空载损耗下降10.3%
比日本东芝变压器:空载损耗下降39%
比意大利变压器:空载损耗下降39.6%
比挪威变压器:空载损耗下降36.5%
比比利时变压器:空载损耗下降21.2%
比德国变压器:空载损耗下降11.6%
由上可知,我国现在出产的S11卷铁芯配电变压器在空载损耗方面在国际上具有领先地位。
2 S11卷铁芯变压器结构特色及工艺
(1)卷铁芯变压器结构特色及工艺:
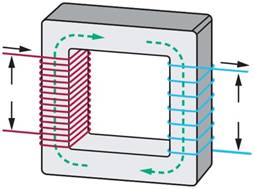
三相卷铁芯变压器的铁芯结构是由两个长方形其断面为内凸的铁芯和包围在两个铁芯外的其断面为外凸的铁芯组成。为了防止硅钢片在卷制时过渡损害,铁芯窗口四角应为圆角(一般圆角半径大于4mm)。
卷铁芯变压器将冷轧硅钢片(厚度≤0.3mm)纵剪成不同宽度的条料,在铁芯卷绕机上进行卷制。
阶梯型卷铁芯操作工艺:将所需不同片宽卷料钢带张紧在放料架上,拉下末级片穿过张力设备待用。在卷绕机轴上固定好模具,确保模具断面跳动再答应的公役范围内。取榜首级片固定在模具上,恰当调整张力,慢速滚动两周后放下机头上的压辊,便可自动绕制。卷完榜首级后,剪断榜首级片,抽出第二级片与榜首级对中,用榜首级末两周压住第二级片头进行绕制。如此重复上述操作,直至完成单框内铁芯。在绕制三相外铁芯时,先将两个已卷好的内铁芯组合固定,一起丈量尺度契合要求后,再将其固定在卷制机上卷制外铁芯。
铁芯卷制成型后,为了防止在退火时高温变形,用整型机整形并用专用工装将铁芯夹持好,放进退火炉(最好选用真空充氮退火炉)依照设定的程序运用计算机控制温度曲线,自动到达下降空载损耗的意图。退火最高温度为860℃。退火进程中要在恰当温度下充进氮气,以防铁芯氧化。卷铁芯经杰出的退火处理后,能彻底消除内应力,磁路遍地均无高磁阻存在,故空载电流可大起伏下降,工艺系数仅为1.05左右。
(2)线圈结构特色及工艺:
卷铁芯变压器凹凸压线圈是在铁芯柱上直接绕制的。因而,只能选用层式或螺旋式线圈。该线圈一般不做浸漆处理,所以层间绝缘悉数选用菱格点胶纸,凹凸压间主油道选用半油道帘式撑条结构,以确保油道空隙均匀。
线圈绕制进程,首要把卷制合格的铁芯固定在专用的绕线机上,并在铁芯上绕一层紧缩带。然后将两半齿轮装置在铁芯柱上,齿轮铜套与铁芯的定位要固定好,靠手柄调整两个自动齿轮与绕线齿轮,使其为最佳啮合,并确保两头齿轮距离契合绕组轴向尺度要求。
在立式绕线机上绕制三相卷铁芯变压器,一般先从最上面铁芯A柱(项)开端。首要裹上内纸筒,然后用白布带将纸筒收紧固定在两头绕线齿轮的凸台上,绕线机应滚动灵敏。低压扁铜线的绕制按规划要求,包好出面绝缘(留意线圈绕向),将线圈首头固定在齿轮上。开端绕制时,选用一般线圈”8″字绑扎法将开始扎端绝缘绑扎好,并沿圆周均匀加放4~5根轴向拉紧缩短带。绕制时缩短带与线匝替换上下方位,边绕边拉紧,使线匝紧实平坦。绕制结尾最终一匝时,确认好出面方位点动倒车,同起头办法包扎出面绝缘,并将端绝缘与末匝仍用”8″字绑扎法绑好(低压线圈首头、末头预留长度都是压在预留的端绝缘处)。低压线圈绕完后,应丈量线圈外径,看是否契合要求。然后,按图纸要求放置凹凸之间油道绝缘,持续绕制高压线圈。高压线圈绕制办法与叠片式线圈绕制办法根本相同,这儿不再介绍。A柱(相)线圈绕好后,上移铁芯,顺次绕制B、C相线圈。整台线圈绕好后,用专用吊具把器身平放到装置平台上,抽出首头和末头,放进端部绝缘并压紧。凭借吊具将铁芯起立,装置铁轭绝缘,上好铁芯夹件,压紧线圈轴向(留意铁芯不要压得太紧,否则会添加铁芯损耗)。卷铁芯变压器的器身装置后成为一个结实的全体,能耐受较强的短路电流引起的电动机械力。此外,为了防止线圈受潮,绕制好线圈后应及时进行器身装置。从绕制线圈到总装置整个操作进程,对退火后的铁芯要轻拿轻放,并配有必要的工装吊具等,以确保铁芯不受较大的振荡,尽量防止装置进程中铁芯损耗添加。
(3)卷铁芯变压器工艺功能:
运用特别夹件进行器身装置,以确保优于叠片式铁芯的抗短路才能。卷铁芯在出产线上进行卷制,不需横剪设备,消除了由人工叠片、叠装、拆插上铁轭形成的质量动摇。线圈不必套装工序,器身装置只需线圈轴相紧固,不需求对铁芯装置紧固,工序大为简化。就卷铁芯变压器出产工序而言,它比出产相同的叠铁芯变压器可削减5~6道工序,因而出产功率较高,质量较安稳牢靠,很少受人为因素影响。
3 S11卷铁芯变压器的技能特色
S11型变压器卷铁芯打破了传统的叠片式铁芯结构。卷铁芯变压器是一种低噪音环保型、高效节能的配电变压器,与传统叠片式变压器比较较,有 以下七个显著特色:
①硅钢片接连卷制,铁芯无接缝,大大削减了磁阻,空载电流削减了60%~80%,进步了功率因数,下降了电网线损,改进了电网的供电质量。
②接连卷绕充分运用了硅钢片的取向性,空载损耗下降20%~35%。
③卷铁芯经退火工艺后,其导磁功能可恢复到机加工前的原有水平。
④卷铁芯结构成天然紧固状况,无需夹件紧固,防止了因铁芯赶紧力所带来的铁芯功能恶化,损耗添加。
⑤卷铁芯本身是一个无接缝的全体,且结构紧凑,在运行时的噪音水平下降到30~45dB,维护了环境。因而,很适合于建筑物内和生活区装置运用。
⑥卷铁芯节省加工资料,硅钢片无横剪工序,边角废料少,资料运用率比S9型叠铁芯变压器高,在同容量下,铁芯分量大约下降10%左右,节省了原资料,功能价格比有较大进步。
⑦卷铁芯出产加工机械化程度高,出产功率比叠片铁芯出产率进步约2倍。
卷铁芯变压器的缺陷:一是铁芯退火工艺要求较高;二是铁芯卷绕和线圈绕制需求专用设备;三是铁芯和绕组修理较困难。
现在国内收购的卷铁芯变压器首要是315kVA及以下容量。
2000年,国家电力公司农电工作部、成套设备部、电力机械局联合召开了S11卷铁芯变压器运用研讨会,清晰各地可根据实际情况推行运用。