SMT无铅制程工艺要求及问题解决计划
一、锡膏丝印工艺要求
1、冻结、拌和
首先从冷藏库中取出锡膏冻结至少4小时,然后进行拌和,拌和时刻为机械2分钟,人手3分钟,拌和是为了使寄存于库中的锡膏发作物理别离或因运用收回构成金属含量偏高使之复原,现在无铅锡膏Sn/Ag3.0/Cu0.5替代合金,比重为7.3,Sn63/Pb37合金比重为8.5因而无铅锡膏拌和别离时刻可以比含铅锡膏短。
2、模板
不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可运用。
3、刮刀
硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\视点
每秒2cm-12cm。(视PCB元器材巨细和密度确认);视点:35-65℃。
5、刮刀压力(图一)
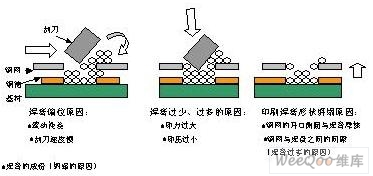
1.0-2Kg/cm2 。
6、回流办法
适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求
锡膏丝印工艺包含4个首要工序,分别为对位、充填、整平缓开释。要把整个作业做好,在基板上有必定的要求。基板需够平,焊盘间尺度准确和安稳,焊盘的规划应该合作丝印钢网,并有杰出的基准点规划来帮忙主动定位对中,此外基板上的标签油印不能影响丝印部分,基板的规划必需便利丝印机的主动上下板,外型和厚度不能影响丝印时所需求的平整度等。
8、回流焊接工艺
回流焊接工艺是现在最常用的焊接技能,回流焊接工艺的关键在于调较设置温度曲线。温度曲线必需合作所选用的不同厂家的锡膏产品要求。
二、回流焊温度曲线
本文引荐的无铅回流焊优化工艺曲线阐明(如图二):引荐的工艺曲线上的四个重关键:
1、预热区升温速度尽量慢一些(挑选数值2-3℃/s),以便操控由锡膏的塌边而构成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便操控PCB基板的温差及焊剂功用改动等因数而发作回流焊时的不良。
3、焊接的最高温度在230℃以上坚持20-30sec,以确保焊接的湿润性。
4、冷却速度挑选在-4℃/s。
回流温度曲线如下:(图二)
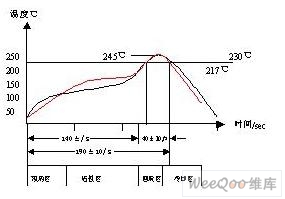
图二中赤色曲线引荐对焊点亮度要求的客户
回流曲线湿度改动阐明:
1、焊锡膏的焊剂在湿度升至100℃时开端熔化(开端进入活性时期),焊锡膏在活化区的首要效果是将被焊物外表的氧化层去掉,假如活性区的时刻过长,焊剂会蒸发挥过快,也会构成焊点外表不光滑,有颗粒状。锡膏在熔点湿度以上(进入回流区)彻底熔融的时刻大约30-45秒,视该PCB厚度、元器材巨细、密度来决议是否延长时刻。
2、活性区的温度也可协助PCB的元器材平缓吸收,使之巨细元器材的温差变小,削减功用坏机发作。
3、进入回流炉的巨细元器材的温差大约为11.4℃,所以,咱们要削减它们差也是从活性区开端操控,最大极限可将温差削减到5-8℃。
4、无铅焊锡膏因考虑到其由多元合金组成,金属的冷却缩短时刻不同,为了使焊点可以亮光,除了有其它办法外,快速降温是最有用的办法。
三、在回流焊中呈现的缺点及其解决计划
1、焊接缺点分为首要缺点、非必须缺点和外表缺点:
a.首要缺点导致产品的SMA功用失效。
b.非必须缺点是指焊点之间潮湿尚好,SMA功用正常,但会影响产品的寿数。
c.外表缺点是不影响产品的寿数和功用(一般以出产工艺、外观、来签别)。
2、问题构成及处理计划:
A.锡珠
原因:
在元器材贴装过和中,焊膏被置放于片式元件的引脚与焊盘之间,假如焊盘和元件引脚潮湿不良(可焊性差),液态焊料会缩短而使焊缝不充沛,一切焊料颗粒不能聚组成一个焊点。部分液态焊料会从焊缝流出,构成锡珠。
a.在印刷工艺中因为模板与焊盘对中偏移导致焊膏流到焊盘外。
b.贴片过程中Z轴的压力过太瞬间将锡膏挤压到焊盘外。
c.加热速度过快,时刻过短焊膏内部水分和溶剂未能彻底蒸发出来,抵达回流焊接区时引起溶剂、水分欢腾,溅起锡珠。
d.模板开口尺度及概括不明晰。
解决办法:
a.跟进焊盘、元件引脚和锡膏是否氧化。
b.调整模板开口与焊盘准确对位。
c.准确调整Z轴压力。
d.调整预热区活化区温度上升速度。
e.查看模板开口及概括是否明晰,必要时需替换模板。
B.立碑(曼哈顿现象),元件一端焊接在焊盘另一端则翘立。
原因:
a.元件两头受热不均匀或焊盘两头宽长和空隙过大,焊膏熔化有先后所构成的。
b.安放元件方位移位。
c.焊膏中的焊剂使元件浮起。
d.元件可焊性差。
e.印刷焊锡膏厚度不行。
解决办法:
a.元件均匀和合理规划焊盘两头尺度对称。
b.调整印刷参数和安放方位。
c.选用焊剂量适中的焊剂(无铅锡膏焊剂在10.5±0.5%)。
d.无材料选用无铅的锡膏或含银和铋的锡膏。
e.添加印刷厚度。
C.桥接(不相连的焊点连续在一起),在SMT出产中最常见的缺点之一,它会引起元件之间的短路。
原因:
a.焊锡膏质量问题,锡膏中金属含量偏高和印刷时刻过长。
b.锡膏太多、粘度低、塌落度差,预热后漫流到焊盘外,导至较密空隙之焊点桥接。
c.印刷对位禁绝或印刷压力过大,简略构成细距离QFP桥接。
d.贴放元器材压力过大锡膏受压后溢出。
e.链速和升温速度过快锡膏中溶剂来不及蒸发。
解决办法:
a.替换或添加新锡膏(在印刷过程中可守时弥补新锡膏以坚持其金属含量及粘度)
b.下降刮刀压力,选用粘度在190±30Pa·S的锡膏。
c.调整模板准确对位。
d.调整Z轴压力。
e.调整回流温度曲线,依据实际情况对链速和炉温度进行调整。
D.焊点锡少、焊锡量缺乏
原因:
a.锡膏不行、机器中止后再印刷、模板开口阻塞、锡膏质量变坏。
b.焊盘和元器材可焊性差。
c.回流时刻少。
解决办法:
a.添加模板厚度,添加印刷压力,停机后再开机应查看模板是否阻塞。铅焊锡运用的模板开口在规划答应的情况下要比焊盘大≥100%。
b.选用可焊性较好之焊盘和元器材。
c.添加回流时刻。
E.假焊
原因:
a.元器材和焊盘可焊性差。
b.再流焊温度和升温速度不妥。
c.印刷参数不正确。
d.印刷后滞流时刻过长,锡膏活性变差。
解决办法:
a.加强对PCB和元器材的挑选,确保焊接功用杰出。
b.调整回流焊温度曲线。
c.改动刮刀压力和速度,确保杰出的印刷效果。
d.锡膏印刷后赶快贴片过回流焊。
F.冷焊(焊点外表偏暗、粗糙,与被焊物没有进行融熔。)
原因:
a.加热温度不适合。
b.焊锡蜕变。
c.预热时刻过长或温度过高。
解决办法:
a.调整回流温度曲线,按照供货商供给的曲线参阅,再依据所出产之产品的实际情况进行调整。
b.换新锡膏。
c.查看设备是否正常,改正预热条件。
G.芯吸现象(图三)
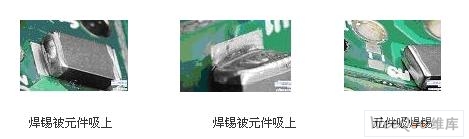
图三
这个问题曾经材料罕见介绍,因为Sn/Pb锡膏呈现这问题不是许多,而在运用无铅焊锡膏时此问题就经常呈现,原因是无铅锡膏的潮湿和扩展率都不及含铅锡膏。
芯吸现象发作的原因一般认为是元件引脚的导热率大,升温敏捷致使焊料优先潮湿引脚,焊料与引脚之间的潮湿力远大于焊料与焊盘之间的潮湿力,引脚的上翘更会加重芯吸现象的发作。在红外线回流焊中,PCB基材与焊猜中的有机助焊剂是红外线的优秀吸收介质,而引脚却能部份反射红外线,比较而言,焊料优先熔化,它与焊盘的潮湿力大于焊料与它与引脚之间的潮湿力,故焊料不会沿引脚上爬,相反焊料沿引脚上爬。
解决办法:
在回流焊时应首先将SMA充沛预热后再放入回流炉中,仔细查看和确保PCB板焊盘的可焊性;被焊元件的共面性不行忽视,对共性面不良的器材不该用于出产。
H.IC引脚开路/虚焊
IC引脚焊接后呈现部分引脚虚焊,是常见的焊接缺点。
原因:
a.元件共面性差,特别是QFP器材,因为保管不妥,构成引脚变形,有时不易发现(部分贴片机没有共面性查看功用)。
b.是引脚可焊性欠好,引脚发黄,寄存时刻长。
c.是锡膏活性不行,金属含量低,一般用于QFP器材的焊接用锡膏金属含量不低于90%。四是预热温度过高,引起件脚氧化,可焊性变差。五是模板开口尺度小,锡量不行,针对以上的问题做出相应的解决办法。
I.焊料结珠
焊料结珠是在运用焊膏和SMT工艺时焊料成球的一个特别现象,简略地说,焊料结珠是指那些非常大的焊球,其上粘着有(或没有)细微的焊料球,它们构成在具有极低的托脚的元件,如芯片电容器的周围。焊料结珠是由焊剂排气而引起,在预热阶段这种排效果超过了焊剂的内聚力,排气促进了焊膏在低空隙元件下构建立的团粒,在软熔时熔化了折焊膏再次从元件下冒出来,并聚结起来。
原因:
a.印刷电路的厚度太高;焊点和元件堆叠太多。
b.在元件下涂了过多的锡膏;安放元件压力太大。
c.预热不时温度上升速度太快;预热温度太高。
d.元件和锡膏受潮;焊剂的活性太高;焊粉太细或氧化物太多。
e.焊膏坍落太多。
解决办法:
是改动模版的孔隙形状,以使在低托脚元件和焊点之间夹有较少的焊膏。