出产实践中,常常需加T图1(a)、(b)所示内锥及图2所示锥销,此类工件所标明的尺度D(d)用游标卡尺等惯例量具无法精确丈量。为处理这一问题,咱们选用了如下介绍的丈量设备,可便利精确地丈量出D(d)尺度。
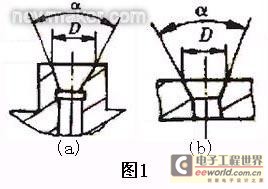

图2
1) 工件见图1a、b,尺度D的丈量设备见图3,其根本结构为:支座1借用磁力表座,固定绷簧夹3一端夹持在支座1上,一端夹持一大量程百分表。将百分表上原带有钢球的测头卸下,换上专用测头4,测头4的锥角做成126°52’。由图3可见:D=2C·tg(126°52’/2)=2C·tg63°26’=4C
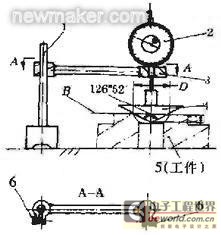
1.磁力座表 2.大量程百分表 3.固定绷簧夹
4.测头 5.工件 6.螺钉
图3
3) 制造测头4时应留意,测头有必要坚持尖角,淬火,磨削后方可运用。
2 外锥小径的丈量
图2为销轴零件图,尺度d的丈量设备见图4,其根本结构类似于丈量内锥,只是替换测头4;测头内锥加工成126°52’;依据所测工件尺度确认尺度D为某一整数(D应制造精确),将该数值明晰标明于F面上。
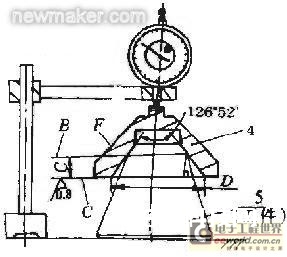
图4