0 导言
攀钢集团成都钢铁有限责任公司四川省冶金机械厂金工分厂的T68镗床,是昆明机床厂1978 年12月出厂的设备,通过多年的运用,主轴变速挡位的齿轮箱现已不大好运用,并且常常损坏齿轮,修理作业量大、停机时刻长,严重影响出产。选用变频器对主轴操控后,能够在必定速度范围内完成无级调速,并且不会影响主轴的刚性,到达抱负的切削速度以及节能降耗的意图,选用PLC 替代本来的继电器逻辑操控,更是大大削减了设备的毛病停机时刻。
1 T68镗床技术改造内容
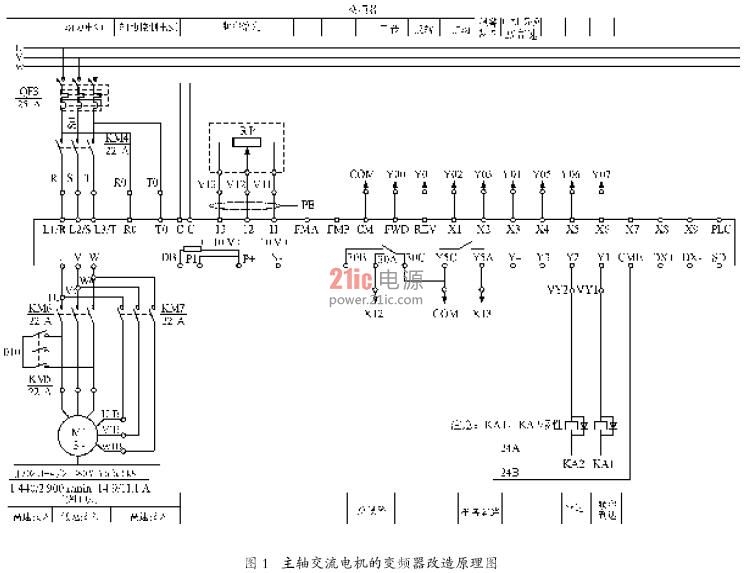
1)为下降电气技术改造费用,保存原T68 镗床主轴的沟通电机(类型YD132M-4/2,6. 5/8 kW,1 450/2 880 r/min,电流13.8/17.1 A),选用日本Fuji 公司的FRN7.5G11S-4CX 变频器对其进行操控,操控电路见图1;
2)选用日本Mitsubishi公司出产的FX2N-48MR可编程操控器(PLC)对T68 镗床的电控体系进行技术改造(见图2),替代本来的继电器逻辑操控,以添加体系的牢靠性,低压电器悉数选用“施耐德”公司
产品;
3)电控板的尺度与原镗床的电控板尺度共同,这样能够直接替换,削减现场改造时刻。
2 T68镗床技术改造查验内容
在镗床的查核及查验过程中,主要对以下内容进行承认和辨别。
1)机床的各动作程序满意原T68镗床的要求。
2)精度及重复定位精度参照规范JB/T8324.1-96进行查验,用千分表测某一方位,其读数差错应满意以下要求。
(1)定位精度(检测长度按国家规范)到达:
X 轴≤+0.03 mm;
Y 轴≤+0.03 mm;
Z轴≤+0.03 mm。
(2)重复定位精度到达:
X 轴≤+0.03 mm;
Y 轴≤+0.03 mm;
Z轴≤+0.03 mm。
3)大刀切削量不低于原机床要求。
4)改造后机床运转环境要求:在温度0~45℃、相对湿度≤90%的环境下能安全牢靠地作业;供电电源为沟通三相380(1+10%)~380(1-15%)V,频率50 Hz。
3 结语
2006年6月该T68镗床技术改造以来,电气体系运转牢靠,用PLC可编程操控器替代本来的继电器逻辑操控体系,使操控体系得以简化,毛病率下降,牢靠性添加。主轴电机变频器作业安稳,在必定的转速范围内主轴能够完成无级调速,并且不影响加工时的刚性,彻底满意出产要求,作用很好,有必定的节电作用,最主要仍是削减了机械毛病停机时刻,下降了修理费用。