1 引 言
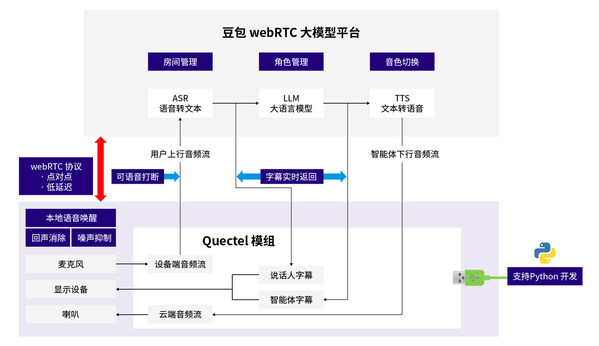
在钢铁工业连铸工艺环节,拉坯速度是整个连铸进程要害的工艺参数,拉速的精确、牢靠、安稳操控是保证铸坯质量和出产功率的要害,也是连铸出产进程操控领域中的核心技术。因为在板坯连铸机上有多台变频器需求进行操控,传统的plc模拟量输出操控,加大了本钱和保护作业量,跟着现场总线操控网络技术的逐步老练,总线操控在冶金职业获得越来越多成功的运用。
针对依据profibus dp总线的变频器操控方法在许多材料上进行过具体阐明,现以浅显简略的方法进行叙述。济钢第三炼钢厂引入vai(奥钢联)的板坯连铸机中,为了完成对多达20台拉矫电机的操控,选用了依据profibus dp现场总线操控网络,经过plc进行沟通变频器操控,然后完成铸机拉速操控。尽管依据profibus dp现场总线操控网络在企业中运用十分广泛,但对设备保护者或初学者来说,其操控原理和程序编写显得尤为重要,了解和把握其通讯方法和原理对自身事务和问题处理等归纳技术将是一个质的进步。
2 plc与变频器的通讯概要
为了对拉矫电机进行操控,plc中的操控器要随时从变频器中读取每台电机的实践力矩、频率。济钢第三炼钢厂引入vai(奥钢联)的板坯连铸机中,plc选用了siemens的s7-400系列的plc,变频器选用siemens书本型变频器(masterdrivers vc), 它们之间选用profibus dp总线进行通讯。
profibus是契合欧洲规范 en 50170的一种现场总线规范,它首要选用osi通讯协议层中的1-2层。主站与主站之间 profibus是依据令牌传递进程作业的,即在一个逻辑环中,主站成为一个确定时刻窗口的令牌保持着,在这个时刻窗口内,具有令牌的主站可以与其他主站通讯。一起它运用一个较低的主-从进程,完成与从站通讯。这儿选用了profibus-dp总线方法,答应在plc和传动装置(例如,变频器)之间进行快速的数据交换。对传动装置的存取总是依照主从方法进行的,传动装置总是从站,且每个从站自身都有清晰的地址。profibus周期性传输的报文结构如下所示:
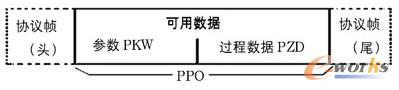

各符号的含义如下:
关于传动装置可用数据区被划分红2个数据区,它们以各自的报文进行数据传送。
进程数据区(pzd):操控字和设定值;或状态字和实践值。
参数区(pkw):用于读写参数,读出毛病信息等。
依据自动化网络中传动装置的使命不同,用于profibus-dp主站到变频器通讯类型的ppo被分为5种。在这套体系中选用了ppo2型通讯报文,它的报文结构如下所示:
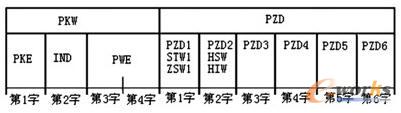
各符号的含义如下:
pkw:参数标识符值
pzd:进程数据
pke:参数标识符
ind:索引
pwe:参数值
stw:操控字
zsw:状态字
hsw:主设定值
hiw:主实践值
3 profibus dp总线变频操控体系构成
连铸机操控体系包含多个plc操控子体系组成,如:铸流plc、公共plc、外表plc、后部plc等,其间铸流plc完成拉矫、扇形段设备操控等。plc选用s7-400dp,变频器选用西门子6es7系列,plc和变频器之间经过profibus dp现场总线进行数据通信。