led贴片胶是怎么固化的?
贴片胶涂布后,贴装完元器材,即可送入固化炉中固化,固化是贴片胶—波峰焊工艺中一道要害工序,许多状况下因为贴片胶固化不良或未彻底固化(特别是PCB上元件健散布不均的状况下最为多见),在进行运送、焊接过程中,便会呈现元器材掉落。
因而应仔细做好固化作业。选用的胶种不同,其固化办法也不同,常用两种办法固化,一种是热固化,另一种是光固化,现顺次评论如下:
1.热固化
环氧型贴片胶选用热固化,前期的热固化是放在烘箱中进行,现在,多放在红外再流炉中固化,以完成接连式出产。在正式出产前应首要调理炉温,做出相应产品的炉温固化曲线,做固化曲线时多留意的是:不同厂家、不同批号的贴片胶固化曲线不会彻底相同;即便同种贴片胶,用在不同产品上,因板面尺度、元件多少纷歧,所设定的温度也会不同,这一点往往会被忽视。常常会呈现这样的状况:在焊接IC器材时,固化后,一切的引脚还落在焊盘上,但通过波峰焊后IC引脚会呈现移位乃至脱离焊盘并发作焊接缺点。因而,要确保焊接质量,应坚持每个产品均要做温度曲线,并且要仔细做好。
(1)环氧胶固化的两个重要参数
环氧树脂贴片胶的热固化,其实质是固化剂在高温时催化环氧基因。
开环发作化学反应。因而固化过程中,有两上重要参数应引起留意:一是开始升温速率;二是峰值温度。升温速率决议固化后的外表质量,而峰值温度则决议固化后的黏接强度。这两上参数应由贴片胶供货商供给,这比供货商仅供给固化曲线更有意义,它能使你对所用的贴片胶功能有所了解。图26是选用不同温度固化一种贴片胶的固化曲线。
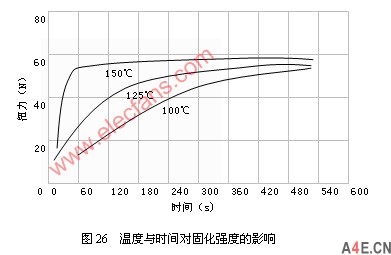
从图26中能够看出黏结温度对黏结强度的影响比时刻对黏结强度的影响更重要,在给定的固化温度下,跟着固化时刻的添加,剪切力小幅度添加,但当固化温度升高时,相同固化时刻里剪切强度却明显添加,但过快的升温速率有时会呈现针孔和气泡。因而在出产中,应首要用不放元件的PCB光板点胶后放入红外炉中固化,冷却后用放大镜仔细观察贴片胶外表是否有气泡和针孔,若发现有针孔时,应仔细剖析原因,并找出扫除办法。在做炉温固化曲线时,应结合这两个要素重复调理,以确保得到一个满足的温度曲线。
(2)固化曲线的测验办法
贴片胶在红外再流炉中的固化曲线测验办法及所用仪器,同焊锡膏红外再流焊炉温曲线办法相同,这儿不再介绍。其升温速率和固化炉温曲线可按供货商供给的参数规划。遇到有争议时除了与供货商洽谈外,还能够到有关测验部分进行差示扫描热剖析(DSC),判定黏合剂功能。
2.光固化
当选用光固化胶时,则选用带UV光的再流炉进行固化,其固化速度快且质量又很高。一般再流炉顺便的此外灯管功率为2-3kW,距PCA约10cm高度,经10-15s就使暴露在元件体外的贴片胶敏捷固化,一起炉内持续坚持150-140℃温度约1min,就可使元件下面的胶固化透。