1 导言
圆角机数控体系使用于玻璃加工出产线上,将出产线上在线运转的玻璃的四个直角磨成圆角。依照设定半径将玻璃四角磨成90度的圆弧,圆弧与直线过渡滑润,圆弧半径差错±0.5mm。磨削在玻璃运转进程中进行。机械结构由台达伺服体系合作滚珠丝杆导轨传动驱动,整机图片参见图1。加工样品图片参见图2。


图1 数控玻璃圆角机
图2 玻璃圆角
2 数控体系原理规划
2.1功能规划
(1)加工进程描绘。该设备用于出产线上对直角玻璃进行倒圆角或45度倒角,倒角进程中玻璃一向朝前运动不中止,四个角一起进行倒角。玻璃朝前运动的速度1—6米/分钟,倒圆角半径3—12mm。
(2)操作按钮阐明。发动:发动主动加工程序,有必要在皮带开动后发动。回零:各轴一起向负方向回原点,程序执行前各轴有必要回原点。急停:紧迫泊车。复位:中止正在运转中的程序,不影响皮带和砂轮动作。
2.3触摸屏人机界面规划
(1)皮带/砂轮操控。在此画面下发动皮带,砂轮,水泵,风机。“入料检测点与榜首气缸间隔”决议了从入料检测点检测到玻璃进来往前运转多少间隔后榜首气缸动作,“榜首气缸与第二气缸间隔”决议了从榜首气缸动作到玻璃往前运转多少间隔后第二气缸动作,参见图3。

图3 皮带/砂轮操控
(2)速度/半径挑选。在此画面下挑选皮带运转速度和倒圆角时圆角半径。挑选后体系会主动读取相应的待机方位参数。程序运转进程中假如提高皮带速度,请复位后从头发动程序,并从头挑选圆角半径,参见图4。

图4 速度/半径挑选
(3)微调。此画面下“待机方位”显现相应的“皮带速度”和“圆角半径”下XZ轴的方位,待机时Y轴处于原点方位。当加作业用有误差时,可在此画面对待机方位进行微调,调整后需求数据保存。每次开机时体系主动依据相应的“皮带速度”和“圆角半径”读取相应的待机方位,参见图5。
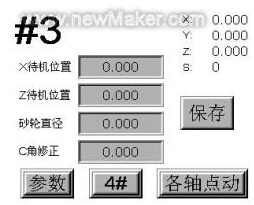
图5 微调
(4)各轴点动。在程序未主动运转时,可在此画面下挑选各轴进行点动。也可选中轴向后由手摇轮操控确认待机方位,参见图6。
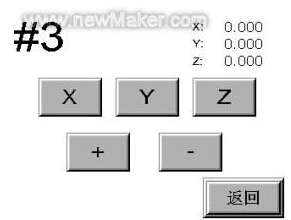
图6 各轴点动
5)开机进程。开机——〉开皮带——〉各轴回原点——〉开砂轮——〉发动主动加工程序。
2.2原理规划
轴向界说。该设备作业原理是每个角使用Z轴带动一个XY作业台跟从玻璃行进,使XY作业台与玻璃之间坚持相对停止,XY轴带动砂轮运转规范圆弧或直线即可加工出所需求的倒角。四个角XYZ轴均由伺服操控,参见图7。

图7 圆角加工轴向界说
2.3数控方案规划
玻璃每个角各有一台三轴数控体系带动三个伺服轴(XYZ),带动玻璃行进的传送皮带结尾装有编码器将玻璃行进的速度反应到数控体系,将四个角的砂轮调整到与触发开关相应的适宜的方位,玻璃向前运转时#2、#4角碰到触发开关/#1、#3角脱离触发开关即令Z轴带动XY轴与玻璃同步向前运转,此刻XY轴与玻璃相对停止,令XY轴走设定半径的圆形轨道即加工完结,参见图8。
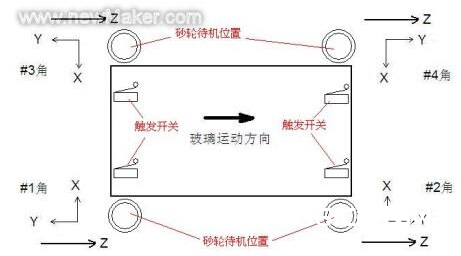
图8 三轴数控运动操控
2.4 体系调试进程
首要确认待机方位。开机回原点后,开动皮带,按如下办法确认各角的待机方位。
#1角:当玻璃刚脱离触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好触摸玻璃,此刻XZ轴的方位为待机方位。
#2角:当玻璃刚触摸触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好触摸玻璃,此刻XZ轴的方位为待机方位。
#3角:当玻璃刚脱离触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好触摸玻璃,此刻XZ轴的方位为待机方位。
#4角:当玻璃刚触摸触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好触摸玻璃,此刻XZ轴的方位为待机方位。
确认的待机方位是屏幕上显现的“待机方位”,加工时砂轮等候触发信号的方位会依据次“待机方位”和皮带速度及所加工的圆角半径主动调整。当加作业用有误差时可在屏幕上微调相应皮带速度和圆角半径下的待机方位,需保存。
3 结束语
经过规划进程论说,项目的特点是使用数控伺服技能完成动态运转中的平板玻璃的4圆角准确加工。项目具高效准确加工的工程特征,表现了台达数控技能先进的运动操控能力。项目的推广使用会为玻璃加工设备制造商带来杰出的经济实效。