近年来,国内外激光加工技能的开展很快,依据材料显现:仅1996年1月至2002年10月美国有关激光加工的专利就有9 432件,雨我国有关专利只要294件。这说明我国的激光加工技能及其运用的开发还需求进一步地进步。激光加工技能在加工质量、出产功率及经济性方面的优势显着。因而在许多发达国家激光加工已经成为一种定型的加工技能,相应地,激光加工设备制造业也迅猛地开展起来。我国的激光加工技能急需求有更大的打破与更大的开展,这就给国内从事激光加工技能设备研制的相关组织机构带来了新的时机和应战。激光焊接技能是激光加工技能中最为活泼的技能。其原理为:激光焊接是将高强度的激光束辐射至金属外表,经过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶构成焊接。激光焊接技能具有焊缝焊接强度高、耐性好、在深冲变形进程中焊缝不变形等长处。因而在国内外被大量地运用于出产实践中。激光焊接作为~种高质量、高精度、低变形、高功率和高速度的焊接办法,跟着高功率C2O和高功率的YAG激光器以及光纤传输技能的完善、金属钼焊接聚束物镜等的研制成功,它在机械制造、航空航天、轿车工业、粉末冶金、生物医学微电子职业等范畴的运用越来越广。其首要运用范畴有制造业运用、粉末冶金范畴、轿车工业、电子工业、生物医学及其他范畴。
步进电机作为主动操控体系中常用的履行部件,被广泛运用于工业主动化范畴。因为计算机操控技能、微电子技能、信息和主动化技能、数控技能的迅速开展,我国的制造业越来越离不开步进电机的运用。步进电机又称为脉冲电机或阶跃电机,它的运用开展已有大约80年的前史。步进电机的输入信号为脉冲电流,它将输入的脉冲信号转化为阶跃型的角位移或直线位移,因而步进电机可看作是一个串行的数/模转化器。因为步进电机能够直接承受数字信号,而不需数/模转化。所以运用微机操控步进电机显得十分便利。除了此长处之外,步进电机还具有快速启停、定位精度高、惯性小、无累积差错、价格低廉且与计算机接口便利等长处。步迸电机能够在广大的频率范围内经过改动脉冲频率来完结调速、快速起停、正回转操控等,这是步进电动机最杰出的长处。
在步进电机的开展进程中,有多种计划可用来完结步进电机操控体系,首要有3种:第一种是依据电子电路的操控体系,体系一般由3个部分组成:脉冲信号产生电路、脉冲信号分配电路、功率放大驱动电路。这种计划可选用开环操控也能够选用闭环操控,一般功用相对较单一,如需改动操控计划,有必要从头规划,因而灵敏性不高;第二种是依据单片机的操控计划,因为单片机的强壮功用,选用此计划可完结软件与硬件相结合的操控办法,避免了失步、振动等对操控精度的影响,进步了接口电路的灵敏性与通用性,且能够大大进步体系的交互性,因而国内学者对此计划研讨较多;第三种是依据PLC的操控计划,此计划的操控体系一般由PLC、环形分配器和功率驱动电路组成。操控体系选用PLc来产生操控脉冲。此体系硬件本钱较低,但因为PLc扫描周期的影响,步进电机不能在高频下作业,无法完结高速操控,当速度较高时,相应的操控精度会下降。此外,依据LabVIEw渠道的步进电机操控体系的规划,也是近期研讨的热门。
作者研讨了主动化强激光眼镜加工渠道的四轴步进电机操控体系。为了确保激光焊接的质量,要经过主动丈量和操控设备使焦点相对于工件外表在光轴方向的方位不变。这就需求一套牢靠的步进电机操控体系。文中研制的四轴步进电机操控体系可使得激光焦点方位操控与激光加工体系直线轴(算一),一z)操控一体化,使光头运动简便灵敏,并且焦点方位在任何时刻都准确可知,避免了光头与加工空间中不知道的其他物件产生意想不到的磕碰而使光头损坏。依据此操控体系的激光焊接加工机床数控体系具有面向用户、操作便利,具有更好的可维护性和可扩展性等特色。
1 四轴步进电机操控体系的硬件规划
该激光焊接加工机床的多轴步进电机操控体系首要由5个部分构成:机械设备、被控步进电机、步进电机驱动单元、智能运动操控卡以及编程/操作接口软件。运用实验室已有的西化仪科技有限公司(武汉)的CNC2000数控卡及其配套软件、步进电机驱动器、步进电机、精细加工移动渠道及PC机等构建一套多轴步进电机操控体系。CNC2000数控卡以其通用性及对用户的通明在业界内享有声誉,在许多场合都得到了广泛的运用。借助于DSP数字信号处理器,一块CNC2000数控卡能够独立或联动操控四轴步进电机,用户能够自由选择稳定加快、曲线加快或两者的组合。
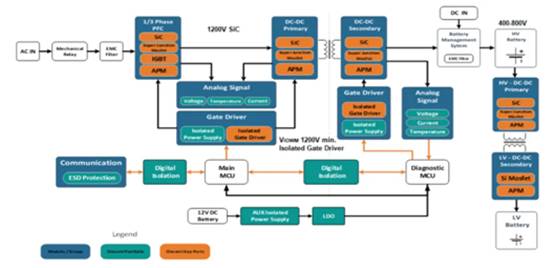
在实践的开发进程中,将CNc2000数控卡的4个通道别离连接到x、y、z和1个辅佐的四转轴步进电机驱动器上,选用输出脉冲和方向电平形式来驱动步进电机,完结步进电机的正转、回转和加减速,然后操控加工渠道的移动。CNC2000数控卡丰厚的I/O口还可用来完结如机床行程限位操控、检测各轴回零信号、空气压缩机起停、激光器冷却体系的敞开和激光的通断等。运用其供应的后台可编程功用,能够检测各种开关量,完结面板操作,以操控程序运转和机床的手动调整。要完结整个激光焊接机床的操控使命,CNC2000数控卡还有必要和PC机进行必要的通讯然后及时获取当时机床状况和激光头所在方位,以便实时地显现在桌面上并供应给用户用于交互,如各轴方位、激光器通断状况等。一起在机床加工时,还能够进行加工程序的输入、修正等。而CNC2000数控卡则需求从PC机处取得加工程序,供DSP解说后进行实践机床动作。文中运用的是依据PCI总线的CNC2000数控卡,PC经过PCI总线与之交流数据。体系全体结构图如图1所示。


图1体系全体结构图
依据规划的体系结构图可知,PC机经过PCI总线与CNC2000数控卡进行通讯,PC机经过软件体系进行编程,CNC2000数控卡则需求从PC机处取得加工程序,并供DSP解说后进行实践运动操作,包含四轴步进电机的运动、激光器通断、空气压缩机起停、激光器冷却体系的敞开等。该操控体系的运动操控方法是P彻底操控式。在PC机的扩展槽中刺进运动操控卡CNC2000数控卡来操控步进电机。这种操控方法能够充分地运用PC的软件资源,结构简略,易于进行功用扩展。
CNC2000数控卡到步进电机的连接线可扼要表明如图2所示。经过CNC2000数控卡的接口与四轴步进电机驱动器相连接,再将四轴步进电机驱动器与四轴步进电机相连接,然后构成整个步进电机的操控体系。其间步进电机驱动器选用西安伟斯尔精电科技有限公司的wsR-841IGBT驱动器,步进电机选用五相混合式步进电机。
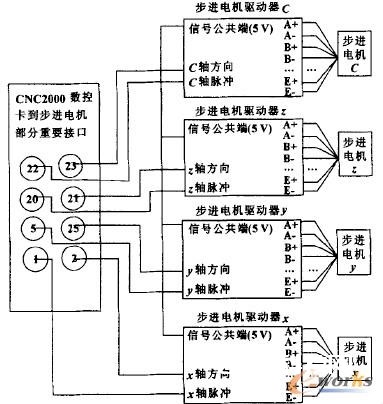
图2 CNc2000数控卡到步进电机的连接线
将CNC2000数控卡与四轴步进电机驱动器及四轴步进电机接线连接好之后便完结了四轴步进电机操控体系。经过编写程序操控四轴步进电机的运动,可完结点位、直线、圆弧等插补的操作,具有循环、跳转等功用。经过简略、明晰的参数设置与程序编写使得四轴步进电机的运动操控便利和便利。
2 四轴步进电机操控体系的软件结构
运动操控器的软件规划使命便是对DSP器材进行软件规划,DSP软件是整个运动操控体系软件的一个组成部分。因而,首要有必要作好运动操控体系的软件规划,区分各个功用模块,才干规划在DSP上运转的程序。
文中的操控体系软件层次结构如图3所示。
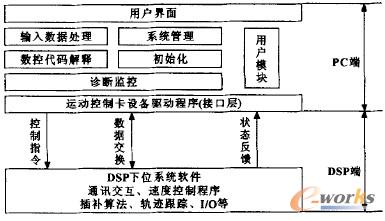
图3操控体系软件层次结构
该软件首要分为上位PC机端和下位DSP端软件两大层次。这两层还能够细分红小的层次,其意图是在层和层之间树立比较完善的接口,便于今后物理和功用上的扩展。各层在一致界说的接口上向上一层供应服务。在完结整个体系的进程中,只需界说每层和其他相关层的接口,各层分另分完结自己的功用。并且针对不同的场合,将相应层次稍加修正便可运用,适应性好,也便于进行二次开发。
上位PC机软件先将各模块的信息扫描,并经过传感器导人软件,用软件供应的点、线、圆、圆弧及矩形等几何图形制作加工轨道,然后用途径优化算法就加工轨道进行排序,转成G代码,再将G代码编译成加工指令,发送给CNC2000数控卡完结整个加工进程。上位机软件的难点首要有绘图体系、加工途径优化、G代码生成、G代码编译等。整个操控体系加工进程作业流程图可扼要表明成图4所示。

图4操控体系加工进程作业流程图
文中研制的激光焊接加工机床所选用的软件体系为CNC2000数控体系,此软件体系依据聊ndows操作体系,选用DSP技能开发,硬件选用PCI接口, 具有四轴联动功用,可在Win200、WinXP、windows98、WindowsMe或Windows95下运转。
3 激光焊接加工机床的实例
选用激光焊接加工机床,将工件按如图5轨道进行焊接。可选用CNC2000数控体系进行手艺编程,编程代码如下:


图5工件加工轨道
程序编写完结后可先空运转(试运转)一下,看整个作业渠道是否按指定的要求作业,工件是否按给定的轨道进行加工。如一切正常,可直接运转程序代码,步进电时机按指定的使命移动作业渠道然后使得工件的焊接作业圆满完结。
4 结束语
介绍了一种激光焊接加工机床的四轴步进电机操控体系,依据激光焊接加工机床的特征,结构了四轴步进电机操控体系的硬件体系结构图,规划了CNC2000数控卡与四轴步进电机驱动器及四轴步进电机的接线图,并对此体系的软件结构进行了介绍,经过实例说明晰该操控体系完结激光焊接加工的进程。该操控体系可使得激光焦点方位操控与激光加工体系直线轴操控一体化,使光头运动简便灵敏,具有操作灵敏便利、牢靠性好、精度高级长处。