当今世界上精细加工技能发展很快,新的加工办法和设备层出不穷,计算机的广泛使用使精细加工技能更为遍及和多样。 完成精细和超精细切削加工有三种办法: (1) 选用和研发高精度加工设备;(2) 选用新的切削东西资料; (3) 使用加工与丈量操控一体化技能。 前两种办法本钱较高,然后一种办法本钱较低,具有宽广的远景。 在后一种办法中,除了要确保刀具的精度、夹具的精度以及丈量精度外,还有一项重要内容便是微进给组织的精度及其操控精度。 笔者在操控精细磨削的研讨中,使用步进电机带动滚珠丝杠作为进给组织,在滚珠丝杠确认后,步进电机的操控精度成为了主要矛盾。
1 步进电机的操控
步进电机在不失步的正常运转时CONTROL ENGINEERING China版权所有,其转角严格地与操控脉冲的个数成正比,转速与操控脉冲的频率成正比。 能够方便地完成正回转操控及调整和定位。 因为步进电机和负载的惯性,它们不能正确地盯梢指令脉冲的发动和中止运动,指令脉冲使步进电机可能发生丢步或失步乃至无法运转。 因而,有必要完成步进电机的主动升降速功用。 为了完成速度的改动,输入的位移脉冲指令相应地要升频、稳频、和降频这些脉冲序列,能够由脉冲源加专用逻辑电路来发生,也能够由微型计算机发生。 关于脉冲源加逻辑电路构成的操控器来说,操控逻辑是固定的,即操控电路一经固定CONTROL ENGINEERING China版权所有,其操控逻辑也就固定了。
假如要改动操控逻辑和操控计划,有必要改动电路结构和元件参数,而使用计算机操控,不用改动硬件电路,只需修正程序,就能够改动操控计划。 且能够从多种操控计划中,选取一种最佳计划进行操控和调理。 也能够用同一套体系对不同操控计划的多台步进电机一起操控。 使用计算机操控的方式也许多操控工程网版权所有,本文介绍PLC位控单元对步进电机的操控。
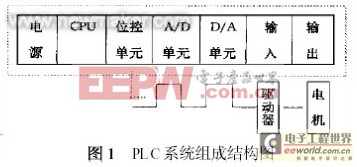
2 PLC 体系组成及位控单元的作业原理
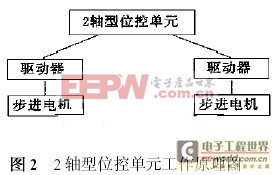
本研讨所使用的PLC 体系的组成包含如下七大模块:电源,CPU ,位控单元, I/ O 单元,A/ D ,D/ A 单元。 其间位控单元的主功用是当步进电机(或伺服电机) 与电机驱动器联合时,输出脉冲序列操控电机的转速与转角。 进给组织能够是2 轴型www.cechina.cn,也能够是4 轴型。 本文选用的是前者,即滚珠丝杠的横向进给与纵向进给,如图2所示。 详细地说,位控单元完成速度以及方位的操控办法有多种,如E 点操控(单速度操控) ,如图3(a) 所示;P 点操控(多级速度操控) ,如图3 (b) 所示; 线性加/ 减速和S型加/ 减速,图3 ( a ) , ( b)为线性加/ 减速,S型如图3 (c) 所示。 除此之外还有肯定方位操控和相对方位操控等。 表1 给出了E点操控不同形式的操控码(P 点与其相同) 。

3 磨削加工PLC 操控原理
如图4 所示, PLC 能够操控变频器、传感器、步进电机。 总操控程序流程图如图5 所示。 其间两个步进电机是使用PLC 的位控单元操控的。 在进行精细磨削过程中,横向进给将是十分重要的,PLC 的位控单元能较准确地操控步进电机的转角,从而使滚珠丝杠取得准确认位。 因为PLC 位控单元的操控办法有多种,关于磨削加工来讲,横向进给量不能大于215μm ,通过试验的办法能够找出最佳计划。 这儿只通过一种操控办法来阐明位控单元的详细使用。 首要,设置原点,使用光栅尺粗对刀,丈量出对刀方位距原点的间隔。 为防滚珠丝杠呈现匍匐现象CONTROL ENGINEERING China版权所有,作业台从原点动身,通过一段间隔今后开端主动加/ 减速。 此刻,只需给定开始速度,方针速度,加快/ 减速时间以及方位要求值,并设定操控码即可完成上述功用,相关程序如图6 所示。 假如假定滚珠丝杠的螺距为d ,步进电机的步距角为α°;进给速度为v (mm/ s) ;行程为s (mm) ;则要求的脉冲频率(即程度中的方针速度) 为f = 360 v/αd (Hz) ;总脉冲数(即程序中的方位要求值) 为F =360s/da(个) 。