弧焊变压器节能战略及其操控体系研讨
摘 要:本文针对弧焊变压器空载能耗大、功率因数低一级问题,提出了一种节能战略,并根据微处理器操控的微功率辅佐供电电源,研发了智能型弧焊变压器空载降压设备,该设备使弧焊变压器二次侧空载输出电压小于3V ,设备自身的功耗极小,且针对不同类型的电焊机,该设备无需调理,具有普适性,试验结果表明本文提出的节能战略及其设备具有显着的节能作用。
1 导言
电焊机是一种常用的低压电气设备,在修建、冶金、机械制造等职业运用广泛,被列为我国十二大耗能设备之一,它每年要耗费全国发电量的0. 5%左右。电焊机产品中耗能最多的是运用量大的弧焊变压器。弧焊变压器的产值一向位居各类电焊机之冠。进入90年代后,我国定点厂出产的弧焊变压器的产值占电弧焊机的三分之二左右〔2 ,3,4〕,若考虑定点厂以外厂出产的绝大多数焊机是沟通弧焊机的实际情况,约占焊机总产值的80 %以上。现在全国弧焊变压器的拥有量近百万台。弧焊变压器选用断续作业办法,一般负载继续率为60 %,空载时刻较长,因弧焊变压器功率较大,电弧焊机为了确保焊接引弧的要求,电弧焊机空载时需求具有较高的引弧电压,约70~80V。存在着较大的空载损耗,处理好弧焊变压器的空载节能问题对整个电焊机职业的节能有重要意义。
弧焊变压器存在以下问题: ①副边空载电压一般都在70~80 V之间,副边空载电压易形成人员伤亡;
②损耗大。榜首,弧焊变压器无论是BXl 型(动铁式) 、BX3 型(动因式) 、BX6 型(抽头式),自身都是高漏抗变压器,感抗很大,功率因数一般只要0. 3~0. 4 ,空载时为0. 1~0. 2,无功损耗很大;第二,弧焊变压器选用断续作业办法, 一般负载继续率为60 % ,空载时刻长,因弧焊变压器功率较大,存在着较大的空载损耗。
弧焊变压器的正常空载电压为70~80 V。假如空载电流以10 %的额外焊接电流,关于1 台300 A的弧焊变压器,负载继续率取60%,每天作业一班8 h ,每月作业24 天,则1 台300 A弧焊变压器年空载耗能约为: (70 – 80) ×(300 ×0. 1)×8 ×(1 – 0. 6) ×24 ×12约为2000 kWh。考虑到全国共近百万台弧焊变压器,按50 %的电焊机利用率约50万台,则全国弧焊变压器年空载耗能约数亿kWh(没考虑无功损耗)。本文针对以上问题,规划了结构简练具有杰出技能和工程功能的弧焊变压器智能节能防触电设备。
2 现有节能战略及其设备功能剖析
为了处理空载能耗问题,国标规则弧焊变压器的空载电流小于额外焊接电流的10%,由于这一规则,使得许多等级低的弧焊机不得不选用高档硅钢片来满意规范要求,运用本钱添加许多,需求几十年节能才干补偿本钱的一次投入的添加部分,故这一规则显着对资料和动力的节约是晦气的,在许多情况下形成人为的动力和资料糟蹋。为了处理这些问题,国内外学者别离进行了研讨,提出了多种处理办法并研发了各种设备或设备,但在技能或工程上都存在问题,在以下几个方面存在缺乏:
现有下降空载电压的办法及其缺乏:
国内外主要是选用下述三种办法来下降电弧焊机的空载电压:
(1)主回路中串接或旁路双向可控硅,经过调理双向可控硅的导通角来改动电弧焊机初级电压,然后到达下降电弧焊机次级电压。这种办法的缺陷是:由于供电电压动摇,电弧焊机二次侧输出的空载电压会高于36
V 的安全电压或体系不能正常作业;由于电压动摇和冲击的影响,常常损坏双向可控硅,使得设备失掉作用;可控硅功耗大,需求另加散热电扇。
(2)添加小降压变压器为弧焊变压器二次侧直接供电。该办法的缺陷是:一起在电焊机双侧接线,设备接线更杂乱。
3)主回路中串接电容降压。这种办法的缺陷是电容极端简略损坏,并且降压作用不抱负,且一起在电焊机双侧接线,设备接线更杂乱。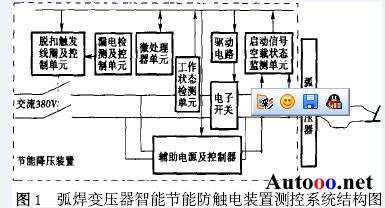
现有获取发动信号的办法及其缺乏:
以上三种办法主要是选用下述的三种办法来得到发动信号:
(1)在电弧焊机一次回路中加一个环形电磁传感器。这种办法的缺陷是要求短路电流和空载电流之间有很显着的差异,电弧焊机二次侧输出空载电压就必须很高(一般都在24V 以上) ,这样才干使焊条和工件触摸瞬间发生一个较大的短路电流,可是下降了保护器的安全性。
(2)从电焊机的二次侧获得发动信号,主要是在二次侧回路中加一个环形电磁传感器来取样扩大电流信号,或者是在二次侧回路中并联不同线圈电压值的活络变流电磁继电器来采样电压信号。这种办法的缺陷是需求从电焊机的输出端引出反馈线。假如收集信号的活络度过高的话,遭到外界的搅扰十分的显着,有时会由于搅扰信号而误发动。假如收集信号的活络度过低的话,会影响焊接的质量。
(3)在电弧焊机次级的焊钳上设备上一个开关,这种办法的缺陷是需求特制的焊钳,且操作不便利。
3 节能战略及其测控体系规划
根据微处理器单元,当电焊机处于空载状况时,断开电焊机一次侧的主供电回路,选用微处理器操控的微功率辅佐电源为电焊机供电,当电焊机作业时再康复主供电回路,以削减电焊机空载能耗。
(1) 微处理器操控的微功率辅佐供电电源规划:
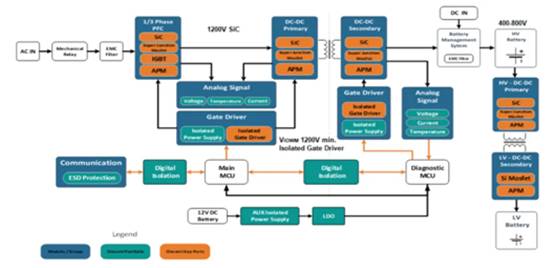
如图1所示,在电焊机一次侧供电回路中电子继电器两头并联微处理器操控的微功率辅佐供电电源。当电焊机处于空载状况时,电子继电器封闭,电焊机由微处理器操控的微功率辅佐电源供电。电焊机空载状况时二次侧的输出电压稳定在3V 左右。
(2)发动信号检测电路规划:电焊机一次侧电压经过阻隔后输入到微处理器。空载状况时,微处理器检测并剖析电焊机一次侧电压波形,判别出是否需求焊接。当焊条触摸工件后,该电压值下降,驱动才能显着下降,输入到微处理器的信号急剧改变,微处理器经过逻辑判别,决议是否发动焊接信号,然后可以安全、可靠地驱动电子继电器作业。
(3)驱动电路规划:微处理器操控电子继电器的通断,当漏电检测电路检测到漏电信号或者是微处理器操控端输出关断信号时,电子继电器被关断。
(4)作业信号检测电路规划:当电焊机作业时,微处理器对作业电流信号进行实时检测,来判别是否焊接,以决议是否断开电子继电器。当焊条脱离工件后,微处理器检测不到作业电流信号,假如延时必定时刻(如1s),微处理器依然检测不到作业电流信号,微处理器才操控电子继电器断开,以确保焊接质量。作业电流信号是从环形传感器输入的脉冲信号,当电焊机作业时,从环形传感器来的脉冲信号驱动光耦导通,从光耦输出端输出信号。当电焊机停止作业时,这个脉冲信号很小,未能驱动光耦导通,光耦输出端无信号输出。
(5) 漏电检测电路:M54123为专用的漏电检测电路,当漏电检测传感器检测到漏电信号时,光耦输出端输出漏电信号,微处理器检测到这个信号后,关断电子继电器。
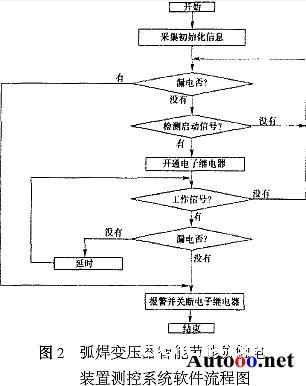
(6)弧焊变压器智能节能防触电设备测控体系软件流程如图2 所示。
4 定论
本文针对弧焊变压器空载能耗大、功率因数低一级问题,提出了一种节能战略,并研发了相应的智能型弧焊变压器空载降压设备,理论及实践结果表明本文提出的办法具有如下特色:
(1)完成了设备的智能化、电子化、小型化,操作简略,运用更便利;
(2)针对不同类型的电焊机,该设备无需调理,对不同类型、不同标准的电焊机,具有普适性;
(3)该设备使弧焊变压器二次侧空载输出电压小于3 V,远远低于国标GB10235 —2000 规则的24 V ;
(4)该设备自身的功耗极小,无需另加散热电扇,并放弃了机械触摸器,体系的可靠性更高;
(5)以数字信号的办法处理,便于逻辑判别和处理,检测活络度高,抗搅扰性好,电焊机不会由于意外的搅扰误触发;
(6)选用专用的漏电检测及操控电路,提高了焊工的人身安全度;
(7)发动时刻短,小于0. 02 s。低于国标GB10235—2000中规则的0. 06 s ,提高了作业效率。弧焊变压器加装本文研发的节能设备后,弧焊变压器二次侧空载电压降为3V 以下,关于1 台300A 的弧焊变压器,实测空载电流约为0.1 A ,负载继续率取60 % ,每天作业一班8 h ,每月作业24 天,则1 台300 A 弧焊变压器1 年空载耗能不到1 kWh(3×0. 1 ×8 ×(1 – 0. 6) ×24 ×12 ) 。考虑到全国共近百万台弧焊变压器,按电焊机利用率约50 %,则与弧焊变压器不加装节能设备比较全国年节能约10亿kWh ,若考虑无功损耗则作用会更显着。