在现代机械制造业中,用户不仅对机床加工功用提出了更高的要求,而且对主动化出产线上的加工设备提出了会集办理、涣散操控的新要求。以一般铣床数控化改造后的运动伺服操控体系为研讨目标,完结依据CC—Link现场总线的多台铣床同步操控,充分利用PLC的高可靠性、编程简略、功用强大、体积小、经济合算等长处,进步铣床的加工精度和出产功率,然后表现了CC-Link总线技能在主动化出产线中低本钱、高可靠性、可维护性和智能化数据收集的优势。
1 CC-Link简介
CC-Link(Control&Communication Link,操控与通讯链路体系)是三菱电机依据“多厂家设备环境、高功用、省配线”理念开发的,以设备层为主,一起也覆盖了坐落较高层次的操控层和较低层次的传感器层次,可以一起高速处理操控和信息数据,完结高效、一体化和进程主动化操控的一种敞开式现场总线体系。CC-Link现场总线具有高速、高实时性以及完善的RAS(Reliability、Availability、Serviceability)功用和敞开的多厂商设备环境,网络拓扑结构多样,可衔接各种智能设备,可以完结涣散操控。
2铣床进给作业进程
铣床作业台的进给作业分为点动和主动循环两种方法。点动包含步进(点动行进)和步退(点动撤退),意图是调整作业台抵达适宜方位,以便装置待铣削工件和完结对刀操作;主动循环加工时是经过作业台的循环往复运动对工件进行铣削加工,其往复行程由装在床身的4只限位开关(挨近开关)来操控,限位开关被装置在作业台旁边面彼此笔直的两个平面方位,当A, B两个挡块与其触摸时宣布反应信号。限位开关装置方位如图1所示。
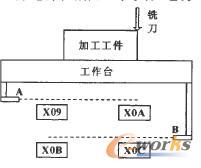
图1作业台行程限位开关示意图
3 CC-Link操控体系的组成
3. 1拉制体系全体计划构建
在构建的CC-Link网络中,首要由1个主站和3个本地站组成,网络拓扑结构如图2所示。关于单台铣床的操控,依据铣削加工工艺要求,需求由1台三相鼠笼式异步电动机、3台沟通伺服电动机和与各台电动机相配套的操控模块,以及挨近开关、指示灯等设备组成。其间三相异步电动机由PLC操控变频器完结调速,伺服电动机由伺服驱动器驱动。

图2 CC-Link操控体系的网络拓扑结构
3.2 CC-Link网络体系功用模块装备
一个CC—Link网络中所运用的各种功用模块包含:电源模块、PLC CPU模块、I/O模块、运动操控模块以及通讯模块。主站单元由三菱高功用Q02HCPU、CC-Link通讯模块QJ61BTI1、64点的DC输入模块QX42和32点的QY41P型晶体管输出模块组成,主站用于完结对3台铣床的长途同步操控,并和谐各台铣床的彼此加工进程。
本地站为2号站、4号站和6号站,别离用于操控3台铣床各自的进给运动。本地站的硬件装备与主站不同之处在于运用了专门的Q172H型运动操控CPU,该CPU经过MR—J3—10B型通用沟通伺服放大器来操控相应运动轴的伺服电机,然后完结铣床的进给运动。此外增加了64点的DC输入模块QX42和32点的QV41P型晶体管输出模块,选用三菱FR-E540系列变频器完结对主轴的调速操控,本地站通讯模块选用CC-Link网络通用的QJ61BTll模块来完结与主站和其他本地站的通讯。
3.3 本地站输入输出信号地址分配
在铣床作业操控进程中,首要的操控信号有主轴启停信号、主轴调速信号、点动进给信号、作业台方位检测信号以及各运动轴运动操控信号等。下面以本地站(单台铣床)直线进给进程为例阐明其操控进程:
(1)主轴启停信号。对每台铣床的主轴启停操控是各自独立的,由三相鼠笼式异步电机驱动作业,操控主轴的正回转,并经过按钮开关完结信号输入。
因而对铣床主轴的操控需求3个输入信号。
(2)铣床急停信号。当给铣床一个急停信号时,主轴中止作业而且伺服体系中止进给,这样需求1个输入信号和1个输出显现信号。
(3)点动进给信号。这一类信号包含作业台的石、y方向进给信号和主轴沿z方向进给信号,运动进程中需求完结作业台的行进/撤退和左右移动,以及主轴沿z方向的上下移动,这样共需求6个输入信号。
(4)极限方位检测信号。为了避免作业台和主轴作业进程中超出作业行程,需求在作业台两头和主轴立柱上设置限位开关,当作业台或主轴抵达限位开关方位时主动触发限位信号,使铣床中止进给作业并提示报警信号。在彼此笔直的3个方向上共需求设置6个极限方位检测输入信号和1个输出信号。
(5)各运动轴运动状况信号。显现各运动轴正常作业的状况,需求3个输出信号。
(6)回零及回零完结信号。履行铣床回零操作时,先履行z方向回零操作,然后履行Z和Y方向回零进程,回零完结后显现各运动轴完结回零位状况,需求3个输入信号和3个输出信号。
本地站的输入输出信号用于显现铣床作业时的各种状况,输入输出信号地址的分配计划见表1,其他各站的I/O分配可参阅该计划,在此纷歧一列出。