导读: 为使焦炉煤料的配比愈加精确及体系牢靠,完结主动配煤设备智能化、数字化、网络化,向企业级实时数据库和办理数据库供给精确的数据来历,为此在重复比较了当今商场盛行的主动化计划好坏基础上,终究挑选西门子SIMATIC主动化产品解决计划,由上海大和衡器有限公司进行体系规划集成。
一、 引 言
跟着当今科学技能的迅猛发展, 特别是操控技能,工业IT技能,数据库技能,网络技能等遍及运用,对现代化企业的工业进程操控要求越来越高,全主动计量配料操控体系在各职业的运用已层出不穷,它是制品出产的首要环节,特别是有接连供料要求的职业,其配比的进程操控直接影响了制品的质量,它是企业取得最佳经济效益的先决条件。尽管职业各自不同的工艺特色对配料操控要求也不同,但其高牢靠性,先进性,开放性,免保护性,可扩展性是各职业所寻求的共同方针。而西门子SIMATIC工业主动化产品正是契合当今这一潮流的代表。
二、 项目简介
在配煤炼焦出产工艺进程中,需求将各种不同的精煤如:肥煤、气煤、瘦煤、焦煤、贫煤等以恰当份额配组成混合煤称之为主动配煤进程,它是整个焦化出产的一个重要环节,对出产高质量的焦炭、合理运用煤炭资源及出产成本操控具有重大意义。山西太钢焦化有限公司(太钢合资经营企业─惠晋焦业)7.63米焦炉有着“我国榜首炉”之称,甚至亚洲最大焦炉,它归于先进环保的捣固焦炉,该工程由德国伍德公司供给焦炉技能,担任初步规划,终究构成年产全焦115万吨的出产才能,可保证太钢300万吨/年不锈钢出产所需优质铁水对焦炭低硫高强度的要求,完结大型、高效、环保、节能的清洁出产方针,是太钢施行全力打造全球最具竞争力的不锈钢企业战略进程之一。为使焦炉煤料的配比愈加精确及体系牢靠,完结主动配煤设备智能化、数字化、网络化,向企业级实时数据库和办理数据库供给精确的数据来历,为此在重复比较了当今商场盛行的主动化计划好坏基础上,终究挑选西门子SIMATIC主动化产品解决计划,由上海大和衡器有限公司进行体系规划集成。

焦化厂外景照
三、 体系工艺要求
1. 工艺概述
每个储煤槽中的单种煤经过圆盘给料机均匀地落到定量给料机皮带上,称量和速度信号别离进入到操控体系,经过乘积运算处理核算出实践给料量,将实践给料量与设定的给料量不断进行比较输出两路PID操控信号,别离对圆盘给料机和定量给料皮带机进行双变频调速操控,使之精确地以稳定的希望给料速率出料,坚持每台CFW给料流量的稳定,以保证所设定总配比的要求。主动配煤设备完结24套圆盘给料机、定量给料机的次第起停、报警以及模拟量的输入、输出,完结体系全主动、半主动及手动的操控,完结不同原煤料混匀给料、煤比核算及配煤流量操控并完结配料体系与带式运送机的起停连锁。圆盘及定量给料皮带机原理
如图1所示:
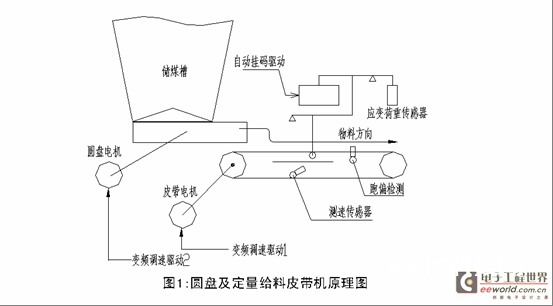
2.计量操控原理
CFW定量给料机首要分为四大单元:称重单元、皮带测速单元、积算操控单元、驱动单元,其间称重单元,皮带测速单元,驱动单元作为给料机的部件设备在机械本体上。称重单元首要由计量托辊和两个应变式荷重传感器组成。称重传感器设备在高精度的渠道上,其测量出运送带上物料的单位长度分量;皮带测速单元选用高精度脉冲编码器设备在从动滚筒的轴端,经过滚筒滚动发生脉冲信号,以上分量信号(毫伏级)及脉冲信号别离传送至积算操控体系。
其积算称重原理如下所示:
Q:运送量 (分量规模 0~t1) (kg)
q:瞬时运送量 (kg/min)
W:物料的单位长度分量 (kg/m) (载荷密度)
V:皮带速率 (m/min)
设运送带的运转长度为[l],运送带的速度为[v],运送带运转时刻为[t],
其关系为l=vt
因此在运送带运转了t1时刻后,运送带的运转长度为l1=vt1,那么,运送流量可用下列方程式标明:
给料机的运送量为A,B,C三点所围住的面积。
如下图所示。
A
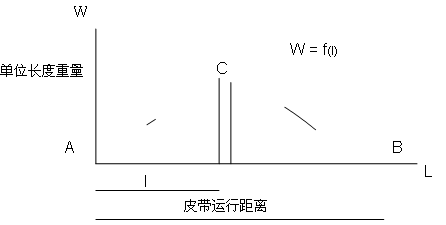
W = f (l) : 在任选的单位运转长度 [l]上的载荷密度
Wdl : 在细小运转间隔(dl)上的运送量
上述标明:要核算取得运送量,需经过称量传感器检测到煤流的单位长度的瞬时分量信号,一起速度传感器检测到速度脉冲信号。经过操控外表将分量信号与速信号进行乘积运算,然后求得运送量,并经过运送量积算求得累积量。
3.工艺设备首要参数
物料粒度: 0~80mm
物料散密度: 800kg/m3
物料水分: 10~12%
物料温度: 常温
给料办法: 圆盘给料
皮带驱动电机: 3.7KW 3φAC380V
圆盘驱动电机: 15KW 3φAC380V
轴端编码器: 600P/R DC12V~24V
给料机运送带宽度: 800mm
运送机才能规模: 10~100t/h
运送机速度: 0.1m/s~1m/s
运送机歪斜视点: 0℃
运送机头、尾滚筒中心距: 3m~3.5m
配料秤体系精度: 优于0.5%
四、 操控体系构成
1.体系总貌
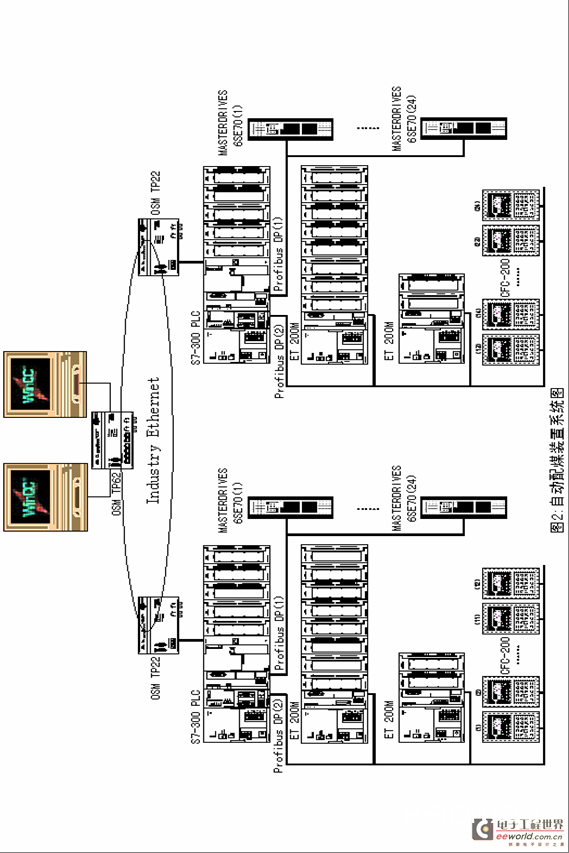
整个主动配煤设备为出产现场无人化办理,一切的操作和监督均在中央操控室中进行,体系选用分布式核算机监控办理办法,首要由两套西门子S7-300PLC、两套WINCC V6.0监控软件及工控机、48套SIMOVERT MASTERDRIVES 6SE70工程型变频器、24台CFC-200回路调理操控器、3套OSM等操控单元构成一个依据TCP/IP 100M光纤工业以太环网的SCADA体系。其间各要害设备如:PLC、变频器、调理操控器、分布式I/O之间数据传输选用Profibus-DP协议通讯办法,以保证高实时性和高动态呼应要求,Profibus通讯速率最高可达12Mbit/S, 8个节点网络体系的总线循环时刻最快可至0.2ms,在全球制造业主动化和流程工业主动化的总设备站点数已打破1千万,比任何其它现场总线规范高出许多,它的节点设备数量占有率现在稳具全球榜首,它是全球规模内现在仅有能够以规范办法运用于一切范畴并贯穿整个进程链的现场总线。这种体系架构充分运用发挥了西门子SIMATIC主动化产品的资源,具有高牢靠性,强抗干扰才能和灵敏的可扩充性,可独立完结对设备的数据收集,精度操控,监控联锁。上位机WINCC V6.0组态软件作为HMI,经过操作画面临实时数据进行监控,报警,完结出产工艺进程参数的实时曲线、前史趋势显现、报警记载、配方办理、产值计算、各类数据归档和安全连锁保护,一起经过VBA编程完结Excel报表输出、打印及预览等功用。体系需求监测分量、速度、方位、缺料、堵料、皮带打滑、电机启停、电流、转距和转速等一千多个模拟量I/O和数字量I/O操控点,具有48个PID闭环操控回路和2套长途监控体系操作站。整套体系经过光纤交流机进入Ethernet与焦业公司的其它焦化工艺段及厂级办理网进行联接,到达管控一体化水平。主动配煤设备体系结构如图2所示:
2.体系装备
本体系24台配煤秤分为两个工艺段各为12台,每个工艺段操控单元由1个S7-315-2DP CPU主站(含1个本地扩展主站)及2个ET200M从站、12个CFC-200及6SE70变频器配带CBP2从站所组成,两个工艺段操控单元经光纤工业以太网进行互连,两台带有WinCC V6.0的工控机组成配煤体系操作员站,其间一台兼有工程师站功用。
(1)硬件装备组成(2套操控柜)
操控体系首要选用西门子SIMATIC系列产品,其硬件首要装备如下:
工控机:ADVANTECH IPC-610、P4/2.8GHz/80Gb/512Mb/CP1613网卡/19’LCD 2套。
电源:SITOP电源 24VDC/10A 2个;PS307 24VDC/5A电源模块 6套;
UPS 3KVA在线式 2套。
PLC: CPU 315-2DP 2套;
SM 321 DI模板 18块;
SM 322 DO模板 8块;
SM 331 AI模板 4块;
CP343-1 以太网模板 2块;
CP342-5 DP模板 2块;
ET200M IM 153-1分布式接口模板 4块。
(2)驱动装备组成(8套变频柜)
变频器选用西门子SIMOVERT MASTERDRIVES矢量操控系列产品,其产品装备如下:
变频器:SIEMENS 6SE70234EC61 15KW 24台(操控圆盘驱动);
SIEMENS 6SE70210EA61 4KW 24台(操控皮带驱动)。
Profibus-DP通讯板:CBP2 48块。
变频操作面板:OP1S 2块。
SITOP电源:380V AC/24VDC/10A 8个。
驱动设备:SEW-EURODRIVE 轴装式电机/减速机一体化设备 48套。
(3)网络及软件装备
OSM光纤交流机: TP22 6GK1105-2AE00 2套;
TP62 6GK1105-2AB10 1套。
软件: STEP7 V5.3 1套;
WINCC V6.0+SP3 RT 64K 2套;
RC 64K 1套;
SOFTNET-S7 V6.2 2套。
(4)称重部件装备
计量称重检测部件首要选用Yamato系列产品
称重传感器:UB2-100kg 48个。
测速单元:LE-627 24套。
回路调理操控单元:CFC-200C 24套。
主动标定驱动单元:ORIENTAL-MOTOR 2RK6GN 24套。
为了满意在设备层、操控层及信息层的不同要求,西门子具有多种通讯网络及国际规范解决计划供咱们挑选,首要有Industrial Ethernet、PROFINET、OPEN IE、Profibus、AS-I、EIB、MPI、PtP、MODBUS和3964R等通讯办法。
依据本体系的网络通讯要求和特色,在设备层与操控层之间咱们选用了Profibus-DP通讯办法,其长处是合适实时性要求高、多个从站设备方位涣散、快速周期性数据交流等场合,每套SIMATIC S7-315-2DP CPU所集成的DP口作为分布式I/O ET200M(2套)和CFC-200回路调理操控器(12套)的DP1主站,另一路由扩展CP342-5模块作为DP2主站,衔接SIMOVERT MASTERDRIVES矢量变频器 SIEMENS 6SE70+CBP2(24套从站),以上两路Profibus-DP网络保证了配煤体系的归纳精度、快速数据交流、同步呼应、牢靠性、故障确诊和保护等方面的整体功能要求。
操控层与信息层选用TCP/IP工业以太网通讯,CP343-1以太网模板使S7-300 PLC成为工业以太网的一个节点并经过Siemens OSM TP62光纤交流机建立起PC站对操控层的拜访通道,操作站/工程师站装备Siemens CP1613网卡经过专用双绞线与OSM衔接,3台OSM交流机经过光纤衔接构成一个100M环形的主网,工业以太网适用于大规模数据的交流和远间隔传输,是现在完结主动化体系与核算机体系间通讯的抱负挑选。
OSM具有如下特色:
·通讯牢靠,网络犯错后可敏捷重构(《0.3秒)
·经过集成的冗余办理器能够完结快速介质冗余
·经过100Mbit/s的高速率和负载阻隔技能完结网络功能的提高
·冗余环中的通讯速率为百兆,每个环上最多可运用50个OSM
·运用多模光纤的两个模块间的最大间隔是3000m
·简略的网络装备和扩展确诊
·24V DC冗余供电
配煤操控体系以SIMATIC Step7 V5.3和WinCC V6.0为软件开发渠道;STEP7编程软件包首要完结S7-300、ET200M类型装备、物理地址装备、硬件组态装备、网络通讯端口装备、OB、FB、FC编程等使命,WinCC V6.0是SIMATIC全集成主动化的重要组成部分,它向用户供给了极大的运用灵敏性和体系开方性,在工业主动化范畴有着广泛的运用,是当今优异的HMI/SCADA软件。
(1)STEP7编程及硬件组态
PLC软件规划中充分运用STEP7的结构化编程办法,依据不同的需求建立起公共的功用块,经参数传递来重复进行调用,因此整个体系程序层次分明,易于了解和修正。
SIMAT%&&&&&% STEP7 H/W Config中组态装备内容包括:硬件称号和类型挑选、模块设备次第、模块I/O地址、GSD文件设备、DP网络参数(主从站地址、传输速率、操作形式)等。
H/W硬件装备如下图所示:
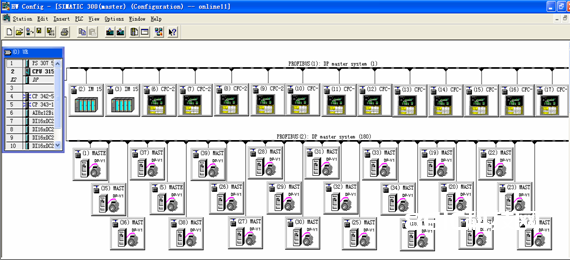
图3:Profibus-DP网络硬件装备图
(2)通讯编程
西门子S7-315-2DP CPU作为DP Master站拜访各类从站,其通讯编程办法有多种,最常用的是在OB1中调用通讯体系功用块SFC14和SFC15来完结从站上的I/O数据的读写拜访,本项目中以上主站通讯对应的从站类型包括分布式I/O ET200M和调理操控器CFC-200。