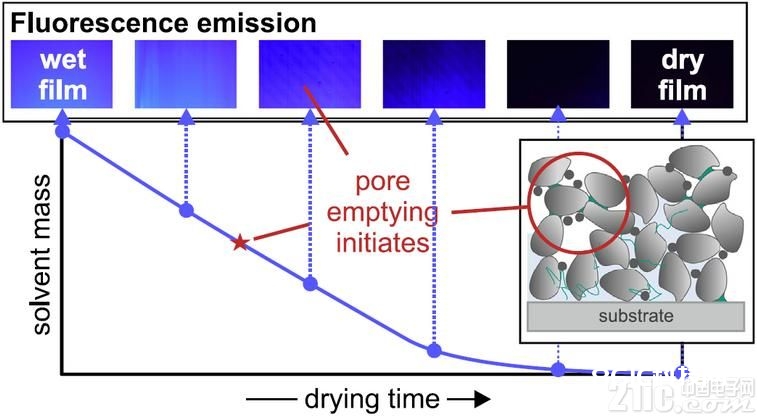
锂电池电极是一种颗粒组成的涂层,电极制备进程中,均匀的湿浆料涂敷在金属集流体上,然后经过枯燥去除湿涂层中的溶剂。电极浆料往往需求参加聚合物粘结剂或许分散剂,以及炭黑等导电剂。尽管固含量一般大于30%,可是枯燥进程中,溶剂蒸腾时,涂层总会阅历必定的缩短,固体物质在湿涂层中互相挨近,终究构成多孔的枯燥电极结构。
1、前语
毛细管力效果在三相界面上,半月形液相蒸腾固化,并显着影响电极微结构。当涂层缩短完结,跟着溶剂进一步蒸腾,气-液界面逐步从孔隙中退出,终究构成干涂层。在涂层缩短和溶剂蒸腾进程中,添加剂简单搬迁,可能在多孔电极中重新分配,比方普遍认为存在的粘结剂搬迁。当枯燥速度太高时,涂层外表溶剂蒸腾,可溶性的或分散性的粘结剂倾向于以高浓度存在于涂层外表。相反,较低的枯燥速度能够使粘结剂散布平衡。粘结剂搬迁是电极制作进程中不希望发生的,部分富集必定导致其他区域量削减,比方涂层和集流体界面粘结剂削减会导致涂层结合强度低。而且粘结剂散布不均匀也会导致电池电化学功能裂化,比方内阻添加,相应倍率特性变差。因而,枯燥条件以及溶剂蒸腾对电极制作进程是非常重要的。
别的,涂层枯燥又是和能源消耗相关的,因而电极枯燥也是决定性的本钱要素。近年来,电池工业上不断要求进步枯燥速度,削减烘箱长度,然后下降能源消耗本钱。要想进步枯燥速度,就需求进步温度或许加大风量,可是这又会导致电极功能的下降。幸亏,电极枯燥不是一个线性进程,能够分为两个阶段,在第二阶段能够进步枯燥速率。根据此,多区域枯燥模型能够显着削减所需的枯燥时间。这就需求咱们深化知道电极枯燥进程,不断战胜现在的限制。
德国卡尔斯鲁厄理工学院薄膜技能研究所的Stefan Jaiser等人引入了一种试验设备,在涂层枯燥溶剂蒸腾进程中能够丈量涂层的缩短,涂层外表液体含量,以及外表孔洞消失的进程。在电极浆猜中少数参加一种荧光增白剂,涂层中的液体在UV-A紫外线辐照下能够宣布蓝光,因而能够用相机观察到液相。图画处理能够预算涂层外表的液体含量,盯梢电极孔隙中的液相消失进程。一起,湿涂层的厚度选用二维激光位移传感器 丈量。试验成果提醒了液相去除,电极孔隙中开端构成的时间。
丈量。试验成果提醒了液相去除,电极孔隙中开端构成的时间。
2、试验办法
2.1、资料和拌和
(1)PVDF:NMP=5.55:94.45,先打胶
(2)石墨与炭黑干混,其间石墨别离选用两种:Graphite 1 (球形,d50 = 8.9 μm) 和 Graphite 2 (多面体,d50 = 20.4 μm)
(3)拌和制备浆料,浆料终究固含量 47.5%,石墨:炭黑:PVDF= 91.7:2.8:5.5
(4)涂布之前,浆猜中参加荧光增白剂DSBB重量0.1%
2.2、试验设备-涂布和枯燥
湿涂层经过刮刀以6m/min的速度涂敷在10μm的铜箔上,涂层宽度60mm,最大涂层长度80cm,面密度72g/m2,枯燥温度为76.5℃,NMP枯燥速率为1.2g?m-2? s-1。试验设备如图1所示,对流槽喷嘴枯燥器坐落湿涂层上方用来枯燥涂层,铜箔放置在操控温度的铝板上,铝板开孔真空吸附铜箔。UV灯发射紫外线照射在涂层上,用尼康相机照相,别的,电磁阀操控加压空气喷嘴能够喷扫涂层。
涂层移出枯燥机的时间texit即电极枯燥时间,电极片移出枯燥机后随即接连照相3次,其间第二张相片摄影时间翻开加压空气喷嘴。相片每个像素尺度为8.4μm x 8.4μm。
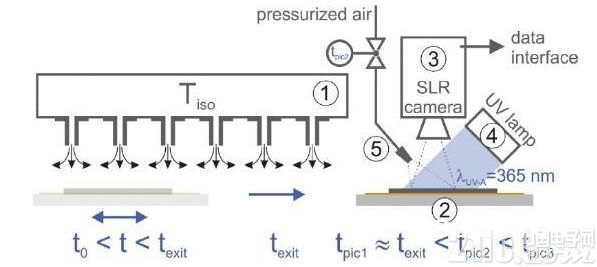
图1 试验设备示意图
①-对流槽喷嘴枯燥机,②-温控板,③-SLR相机,④-UV灯,⑤-加压空气喷嘴
图2为图画处理流程,每个图画都是RGB灰度值叠加相片,首先将相片分割成红(red)、绿(grenn)、蓝(blue)三原色各自的色彩通道。本文中只剖析赤色通道,因为蓝色在长期枯燥后依旧饱和状况,因而短少最开端的信息,而绿色值强度低,挨近零。选用MATLAB对图画进行处理,读取每一个像素的灰度值并计数,再做成灰度值高斯散布图。规范误差σ和均匀灰度值nmax作为图画处理的特征量,nmax表明涂层外表液体的含量。
此外,每次枯燥接连照相三张,其间第二张照相时加压空气喷扫涂层,其他相片与第二张比照,灰度差异值界说为式(1):

(1)
Δn12直接表明液相从孔隙中蒸腾消除的才能。
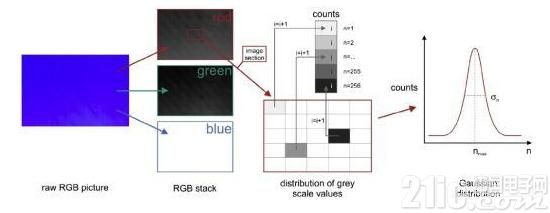
图2 图画处理流程示意图
原始的RGB图画分割成红(red)、绿(grenn)、蓝(blue)三原色,将图画划分为10 X 10个部分,核算剖析每个部分细节。对像素点三原色重量灰度值进行计数,然后做成高斯散布图,规范误差σ和均匀灰度值nmax作为图画处理的特征量
2.3、涂层缩短与厚度丈量
涂层厚度选用高精度二维激光位移传感器丈量丈量,枯燥进程中涂层的厚度不仅仅与枯燥时间有关,还与初始湿厚,即涂层面密度相关。枯燥进程中无量纲涂层湿厚θ(t)界说为式(2):
其间,dwet(t)、ddry(t)、dwet、ddry别离表明涂层湿厚,涂层干厚,涂层初始湿厚均匀值,涂层终究干厚均匀值。
2.4、结合强度和孔隙率
结合强度选用90°玻璃试验机丈量,孔隙率ε依据式(3)核算:
其间,Ms为干涂层面密度,ρs为涂层中固体均匀密度,dfilm为涂层干厚。
3、成果与评论
3.1、石墨涂层枯燥进程的荧光发光
图3小颗粒石墨(Graphite 1)不同的枯燥时间之后捕捉到的RGB图画,涂层面密度为72g/m2,去除溶剂的规范枯燥时间为65s。由图可知,跟着枯燥时间延伸,溶剂量削减,涂层荧光强度逐步下降。枯燥涂层简直不发光(图3f)。
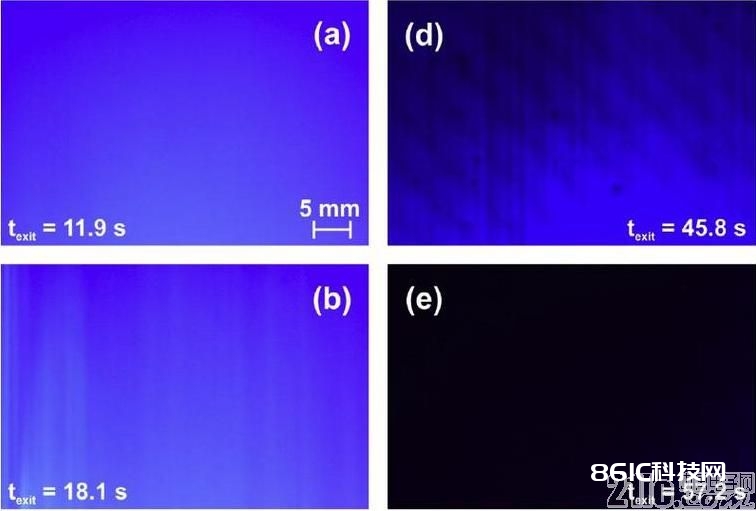

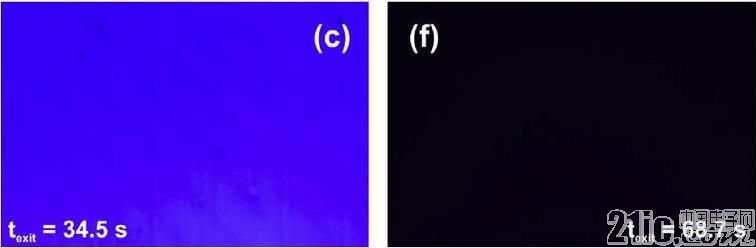
图3 不同的枯燥时间之后捕捉到的RGB图画,枯燥时间从(a)11.9s到(f)68.7s
每个枯燥时间都直接接连拍照三张图画,本图展现其间的榜首张。 (f)枯燥时间超越除掉溶剂所需的总枯燥时间 (t = 65s),因而代表干涂层。 规范枯燥条件为(76.5℃,1.2g?m-2? s-1)。 所示的涂层由小石墨颗粒(Graphite 1)组成。
图3所示原始图画依据2.2节所介绍的进程进行处理,不同枯燥时间下赤色灰度值的高斯散布如图4所示,每条曲线对应特征量规范误差σ和均匀灰度值nmax。较短的枯燥时间时,nmax呈现显着的渠道,其值约为90,直到枯燥时间30s,nmax值简直坚持安稳,而且散布较窄,规范误差σ小。枯燥时间从30s到55s,跟着时间添加,荧光削弱,而且散布变宽。枯燥时间到达55s后,涂层不断挨近枯燥状况,高斯散布再次到达安稳状况,散布较窄。终究枯燥涂层因为入射光原因,nmax值不会彻底变为零。
荧光发光与液相相关,枯燥初始阶段,均匀灰度值nmax没有改变,呈现显着的渠道。总的规范枯燥时间为65s,可是直到40s时nmax值依旧坚持在一半。而55s后,尽管涂层中还含有溶剂,但灰度值也没有显着改变。因而,试验中获取的相片首要表征涂层外表的液相含量。
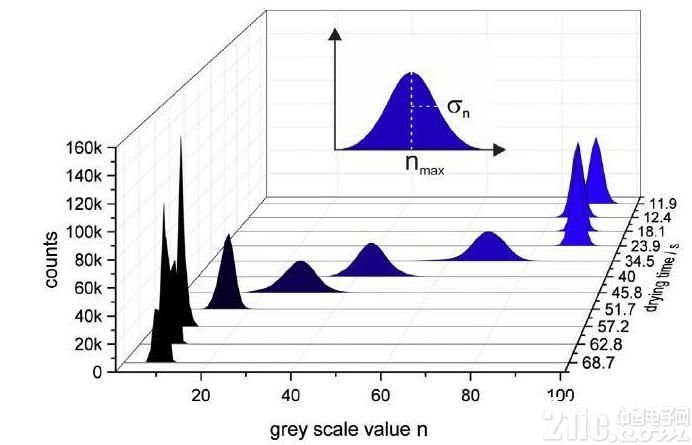
图4 赤色灰度值的高斯散布-枯燥时间联系图
Graphite 1小石墨颗粒组成的涂层,每个枯燥时间从SLR相机捕捉的榜首张相片,依据2.2节部分所描绘的进程进行图画处理。
接下来,本文重视了向涂层喷发空气流时所捕获第二张相片的差异。图5a是在两个枯燥时间,各自接连拍照的三张相片的比较。捕捉第二张相片时,用加压空气喷嘴向照相区域涂层上直接喷发空气气流。枯燥时间12.4s时,空气吹扫涂层荧光改变不显着,而40s时空气吹扫涂层后,荧光显着削减。图5b是六张相片的高斯散布图,在较短枯燥时间(texit=12.4s)时,三张相片中取得的nmax都很大,差值Δn12和Δn23小而且都落在试验值误差范围内。而texit=40.0s时,三个nmax都很小,喷嘴效果导致的差值Δn12和Δn23很大。在枯燥的后期阶段,涂层外表液相消失,孔隙内的液相扫除成为首要枯燥进程,液相散布与孔结构散布相关,与与初始液相状况不一样。
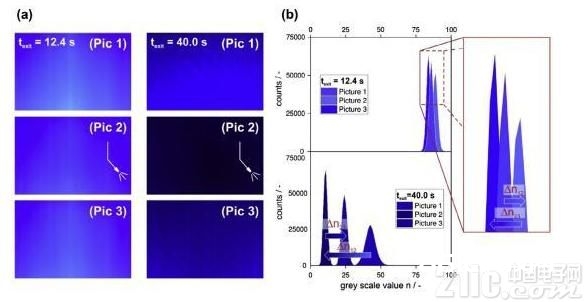
图5 (a)在两个枯燥时间,各自接连拍照的三张相片的比较。捕捉第二张相片时,用加压空气喷嘴向照相区域涂层上直接喷发空气气流。(b)在较短枯燥时间(texit=12.4s)时,三张相片中取得的nmax都很大,差值Δn12和Δn23小而且都落在试验值误差范围内。而texit=40.0s时,三个nmax都很小,喷嘴效果导致的差值Δn12和Δn23很大。
涂层不同的枯燥阶段对空气吹扫的外部影响以不同的方法呼应。较短枯燥时间时,涂层荧光处于安稳渠道期,枯燥时间延伸到40s,涂层荧光发射显着超出渠道期。图6是在烘干器中不同停留时间下榜首张相片的nmax(三次试验均匀值),以及榜首、二张相片的差值Δn12(单次试验)的比照,其间图6a是Graphite 1 (球形, d50 = 8.9 μm) , 图6b是 Graphite 2 (多面体, d50 = 20.4 μm),nmax与四参数逻辑(4PL)拟合曲线近似,存在初期渠道期。Δn12在不同的枯燥阶段显着不同,最开端,Δn12值很小,挨近于0。某一时间,Δn12值忽然远大于0。这样,经过Δn12值忽然改变能够准确确认渠道完毕时间。两种石墨涂层比较,大颗粒石墨渠道改变期更早呈现。为什么石墨描摹不同会对枯燥进程以及电极微结构构成有影响呢?
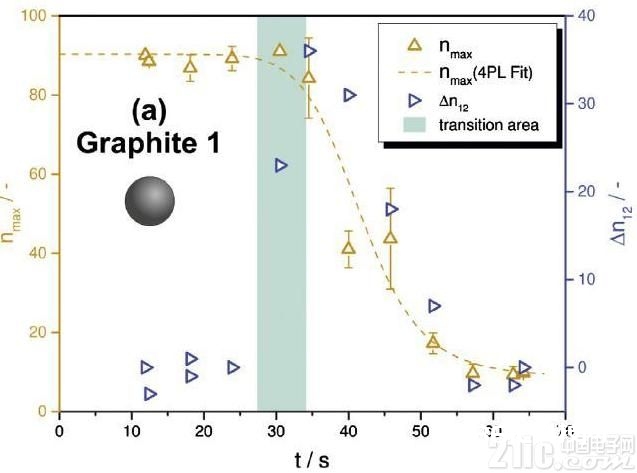
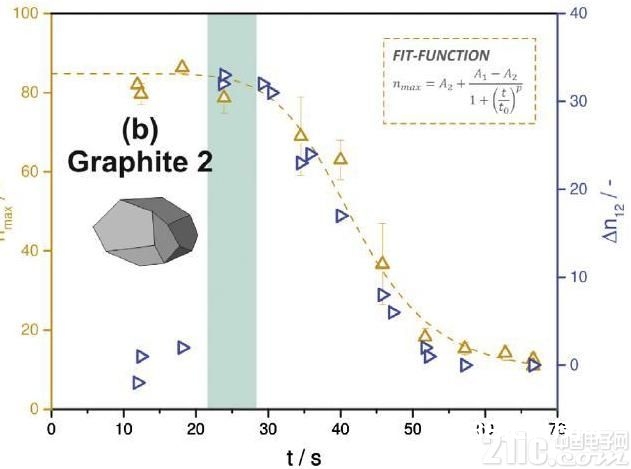
图6 在烘干机中不同停留时间下榜首张相片的nmax(三次试验均匀值),以及榜首、二张相片的差值Δn12(单次试验)的比照:(a)Graphite 1 (球形, d50 = 8.9 μm) , (b) Graphite 2 (多面体, d50 = 20.4 μm)。nmax与四参数逻辑(4PL)拟合曲线近似,并表明晰不同的初始渠道。从安稳nmax渠道到中心阶段的过渡时域以绿色杰出显现。
3.2、枯燥中湿涂层的固化
根据曾经枯燥机理的文献,作者提出了一个锂电池电极枯燥进程模型,如图7所示。锂电池电极浆料成分均匀散布,随后,溶剂蒸腾诱导湿涂层厚度削减,石墨颗粒逐步互相挨近,直到构成最密布的堆积态,涂层缩短中止(图7c),随后进一步的溶剂蒸腾迫使气液界面退出孔结构,终究构成多孔结构干电极涂层(图7e)。大孔倾向于优先排空液相,涂层缩短进程中,外表细微孔隙内充溢液相,知道涂层缩短中止(图7c),孔隙内填满溶剂。然后溶剂进一步去除,涂层中发生榜首个较大尺度的孔洞(图7d),而细微孔洞因为毛细管力效果,液相更难排空。
图5中,当加压空气吹扫涂层时,外表细孔内的溶剂被吹干去除,因而第二张相片的荧光强度下降。另一方面,毛细管力效果下溶剂液相再分配重新补充到涂层外表。枯燥初始阶段,毛细管力占主导,空气吹扫外力去除外表液相少,因而荧光改变小(图5)。而枯燥后期,当空气吹扫外力占主导时,外表液相更溶液去除,荧光差异大。