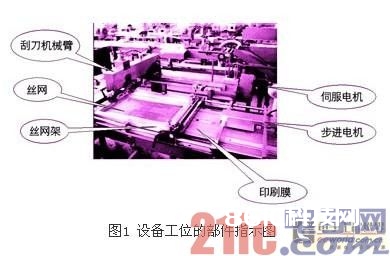
丝网印花机是一种在一块资料上整齐有序地印制多种颜色、标签、字符等标明符的设备。能印刷资料适当广泛,比方丝带、胶带、胶贴、橡筋带、棉带、 人字带、布带和织边带等等外,还包括人工皮革和胶料。其间轮转式印刷机系列还能够印制裁缝、鞋帽、玩具及各种带类的商标。现在国内多色印花机基本上选用的 多PLC操控计划,体系由一个主PLC和谐全体体系作业,每个工位装备(一个工位印制一种花样)一个小PLC,该PLC的效果主要是和谐该色位的两个电机之间的动作,一个动作是由步进电机带动色标电眼去检测差错;另一个动作是刮刀伺服电机补偿色标电源检测到的差错并带动印刷设备开端印刷作业。图1是其间一个工位的部件指示图。
体系要求
丝网印花机是一个由印花工位、烘干工位、拖膜工位、收料工位组成的体系,其间印花工位最为重要,怎么保证每一个印花工位所印制的花样能够预备无误地套在 前一个色上是操控体系有必要完结的功用之一。印花工位1(第一道工位)处于整条生产线的最前端,在这个工位上印制第一到花样,在该工位印制第一到花样后,后 面的几个工位在印制前要保证所印制花样的方位与第一到花样方位成必定方位联系,不然就会呈现错位的现象。因第一个工位处于体系最前面,所以无需求进行差错 检测。印花工位2/3/4/5/6/7/8(第2/3/4/5/6/7/8道工位)处于整条生产线的后端,在这几个工位上印花前,必需保证所印制花样的位 置与第一到花样的方位成必定方位联系,不然就会呈现印花错位的现象;因而在这几个工位上有一个专门的色标检测电眼,经过电眼来检测前一到工位所印花样的位 置,然后调整本到工位应该印制的方位,从而起到校准的效果。
计划设计
曾经计划介绍
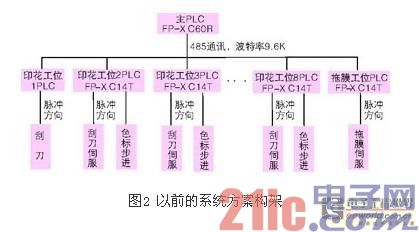
图2为曾经的体系计划构架,整套体系中PLC之间选用485的通讯方法,主站PLC经过485来和谐下面各个工位PLC之间的动作并交流各种数据,交流的数据包括报警信息、印制长度等,整套体系中所运用的PLC依据工位的添加而添加。
计划特色:
通讯速度慢、呼应不及时:选用485通讯方法,因为现在设备较长(8色机长度到达40m),要赢得安稳的通讯,有必要运用较低的通讯速率,因而整套体系呼应比较慢;
编程量大:体系中选用了多台PLC,而PLC之间的数据交流有必要经过编程来完结,每个PLC均要进行独立的编程操作,因而给编程、保护造成了很多的作业量;
印刷速度慢、功率低:一个作业流程中各个工位与主PLC间交流数据的次数多,体系在交流数据上花费了太多时刻,造成了体系功率低下,印刷速度提不上去;
晋级才能缺乏:因为体系的印花数跟操控器有关,假如想添加新的花样还需%&&&&&%买新的操控器和相关附件,因而添加了体系的改造本钱;一起体系运用的主PLC也归于小型PLC,假如新增工位,必定会对体系的全体功用发生较大影响,因而不利于体系的晋级换代;
体系本钱高:每一个工位运用独自的PLC进行操控,添加了体系本钱;
接线很多,间隔长,抗干扰才能差:系列中每个印花工位都有汽缸,而这些汽缸都是一致由主PLC操控,体系从生产线的头段到最后一个汽缸之间的间隔很长,导致体系接线间隔长,一起本钱高,并且布线不方便,毛病查看繁琐等等问题;
现在选用计划
图3为CANopen总线解决计划,该计划是当时工业范畴十分盛行的总线解决计划,一切的硬件设备均连接到CAN总线上,设备间的数据交流经过总线来完 成,因为具有很高的数据传输率,因而体系具有很高的实时性和很强的数据处理才能。主PLC与各个工位之间的通讯悉数选用总线,交流的数据能够更多,速度也 更快,体系中印花工位的添加对操控器没有任何本钱影响,并且对整个体系的功用影响也甚小!

计划简介
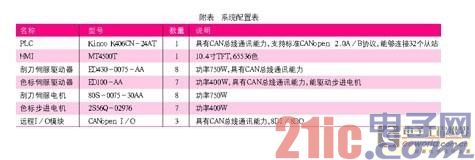
附表为体系装备表。
每个工位的操作面板
如图4所示的工位操作面板,其间:
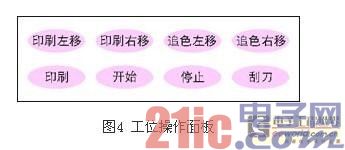
印刷左移:操控伺服电机带动印刷臂左移
印刷右移:操控伺服电机带动印刷臂右移
追色左移:操控色标电机带动色标左移
追色右移:操控色标电机带动色标右移
这4个按钮开关信号均直接接入ed伺服驱动器,经过在伺服驱动器内部对这4个输入信号进行编程,即可完结对伺服电机的操控,不需PLC在发送任何信号, 为PLC节省了资源。别的ed系列伺服驱动器能够经过数字输入接口进行方位、速度、扭矩操控的功用:最多能够存储256段包括方位、速度、加速度等操控指 令的运动操控程序,可经过多达8个的数字输入信号挑选履行不同的运动操控程序,别的ed系列伺服还具有两个可编程设定的数字输出反应信号,能够经过这两个 信号去操控汽缸等外部设备。
印花工位操控
印花工位的操控是整个操控体系的中心,分为色标电机操控和刮刀电机操控两部分,操控要求便是在前一个色印刷完结后,本工位怎么经过色标来查看差错,然后把这个差错传输到刮刀电机,由刮刀电机来补偿这个差错,由此来完结精确的套色。
色标补偿电机操控
色标补偿电机的操控选用肯定定位形式和3形式来完结,在拖膜完结后,PLC经过CAN总线发送pdo指令到色标伺服驱动器,然后色标伺服驱动器即操控误 差补偿步进电机以肯定定位的方法运转到方针方位,然后主动切换成3形式回来,回来进程中查看到色标,即中止运转,一起记录下差错。
刮刀电机操控
刮刀电机的操控选用肯定定位形式,刮刀长度、刮刀速度均经过CAN传送给伺服驱动器。刮刀方针方位由色标补偿伺服驱动器把检测到的差错经过CAN总线传 递给刮刀伺服,然后由刮刀伺服主动核算出电机运转方针方位,这个核算进程直接由工位上的两台伺服完结,无需PLC参加核算。刮板动作的开端与中止均经过 PLC发送pdo来完结。