现在,集成计量设备的主动化体系被广泛使用于工业出产在线。本文经过剖析计量主动化的限制性,提出半主动化体系相较于全主动化体系更具本钱效益,并针对何时在出产在线整合主动化检测体系提出了一些主张。
主动化的出产环境现已不再是什么新鲜事了。操控体系和信息技能降低了人工参加的需求,这个现完成已存在了几十年。而整合计量设备则是主动化典范中相对较新的概念。经过将质量检测整合进出产环节,企业能够获益于其检测进程中重复性的进步和进步的检测功率,然后取得更好的进程操控。
涉及到集成计量设备的主动化体系,其涵盖了广泛的潜在挑选。主动式三坐标丈量机(CMM),即那些直接使用计算机操控(DCC)的三坐标,现已得到广泛的使用,在许多情况下主动三坐标简直彻底代替了手动三坐标,它的丈量进程彻底由测头主动完结,所以,主动三坐标丈量机是进程丈量、导游式安装加工等主动化体系的一个挑选。釆用这些调集技能的长处是较低的操作本钱、共同的效能和进步的产品质量。可是,釆用这些主动化体系的危险多少仍是有的。

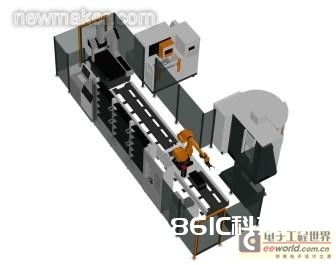
三坐标丈量机正在丈量装夹在工装上的叶片,丈量机罩外是担任装卸的机器人
尽管主动化体系越来越受欢迎,但主动化体系却有一些限制性。一般的主动化出产体系使用机器人设备便利工件的主动转移。在某些情况下,如无人值守制作,整合计量东西的全主动化出产单元是功率最高的处理计划;可是在大多数情况下,一个整合了主动和手动进程的半主动处理计划却是效能最大化的处理计划。当企业点评这些体系的优势时,需细心考虑这些体系何时是有意义的,何时是没有意义的,相关的危险和收益是什么。
最具挑战性的方面当属施行这些主动化项目时技能上的约束。在车间集成一个高精度的三坐标丈量机通常是不可行的,这是由于车间有振荡和温度动摇。另一个限制或许是出产单元的循环时刻。周期较长的成果是釆用半主动化处理计划。例如,一个工件转移体系很难判别机器人在一个小时的时刻里是否只移动四次。此外,假如一个车间单元出产工件的速度大于计量设备检测工件的速度,或许就要设置一个零件缓冲区,以用于包容等候质检的零件。
制作商或许面对的更大问题还有工件的清洁—许多人还没有意识到这个问题。零件加工后,会在其表面上剩余一些金属屑和油污。在这个状况下,零件不或许取得准确的计量成果,并且重复的丈量会损坏三坐标丈量机的精度。这个时分经济要素开端起作用。尽管许多人预期的初始本钱很高,可是他们却或许疏忽一切潜在开支的要素,例如,或许会需求外罩和零件寄存的缓冲区;由于机器人与三坐标丈量机之间没有规范的通讯编码而缺少交钥匙软件处理计划;缺少有经历施行工程师;开发本钱是有必要仔细加以考虑的其他要素。
为了处理上述的问题,工程师正在活跃改进可行计划,将为之定制程序中心软件,该中心软件能够办理三坐标丈量机与出产环境之间的通讯,使得车间现场的活动能够同步。当机器人向三坐标丈量机上装载和卸除工件、与三坐标上的外部设备(如零件夹具)接口时,中心软件会与工件转移体系进行通讯以搜集环境信息;它办理和显现一切丈量体系状况,并能够告知用户丈量是否正在进行、循环是否可控、循环是否停止,或许工件特点是杰出、临界仍是不合格等。
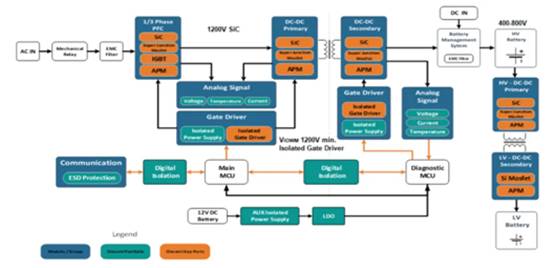
带有三坐标丈量机的主动化制作单元示意图
有些时分,半主动化体系乃至比全主动化体系更具本钱效益。任何制作商终究的方针并不是工厂的全主动化,而是在给定的条件参数下,获取最大的效能。一个更简单完成的方针,不是肯定聚集于主动化,而是减小本钱开销;例如,一个企业能够高效运转两台三坐标丈量机,就不需求三台丈量机。在主动化和半主动化工件转移体系/检测体系之间作挑选的另一个本钱考虑要素是劳动力。
3个高薪人员,这3个人可别离担任编程、操作和保护这个高科技体系。
尽管半主动化的体系或许需求一个高技能水平人员的干涉,但它或许是最好的使用处理计划。例如,一个传送带上有4个零件托盘,该传送带主动装在丈量机上。尽管一个人有必要向传送带上装夹零件,确保一直有一个零部件就位待检。当三坐标操作员由于其他使命走开时,这些零部件不会处于闲暇状况。
怎么正确挑选
对那些正在考虑将检测体系和零件主动化装卸体系整合到一同的企业,终究的决定将根据使用的细节。初始的一些考虑要素需包含需求的精度、工件的杂乱程度、工件检测前的清洁才能以及首选技能。