在选用CBN金刚石砂轮进行磨削作业时,除了砂轮运用寿命非常重要之外,对砂轮质量要素的知道也是至关重要的,以便到达对磨削流程和加工精度的高要求。
磨削加工工艺在刀具和部件加工中一向扮演着非常重要的人物。与其他类型的切削技能比较,磨削工艺的利益在于其对硬质资料的杰出的可加工性、较高的形位公役精度(IT5~6)和磨削外表的较小的波纹和粗糙度(Rz=1~3μm)。
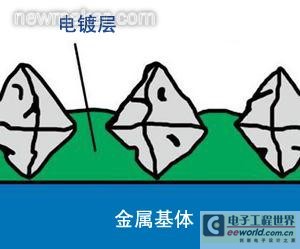
因为电镀砂轮的根本外形可塑性极强,便于切削,因而这种工艺特别适合于要求较高的加工场合。砂轮电镀层的特征在于,一方面需求经过高品质磨削颗粒物到达磨损极限规模要求,另一方面又需留出能够排放切屑的空间。
全体调查磨削流程
因为加工工艺越来越杂乱,因而有必要对磨削流程进行全体调查。这就意味着,要根据各种不同的运用场合,对所运用的砂轮的装备提出详细的要求。这时往往会触及外表形状(即刀盘的效果区域)问题。为了能够对相关外表做详细特征化描绘和点评,有必要选用现代化的丈量技能和办法。这样即可在恣意时刻点上对带有颗粒物的刀具工艺流程的效果和质量水平做出客观的鉴定。这也是保证安稳的加工质量的一个前提条件。
资料承重份额是重要的检测特征
砂轮质量评判的另一重要的检测特征就是资料承重份额和资料份额曲线(Abbott曲线),如图2所示。资料承重份额在必定数值上反映出砂轮外表在3D剖面上低于这个数值时的百分比。这个参数关于砂轮运用情况与详细加工使命之间联系的评判来说是非常重要的。在研讨项目结构内,经过FGW Remscheid e.V.与GFE Schmalkalden e.V.这两家公司的合作和一个协作委员会的参加,研制出了一种无触摸的丈量技能计划,用于测定资料承重份额。为了使该丈量技能计划发挥效能,咱们在电镀砂轮所取得的丈量效果和加工效果之间进行相关性研讨。

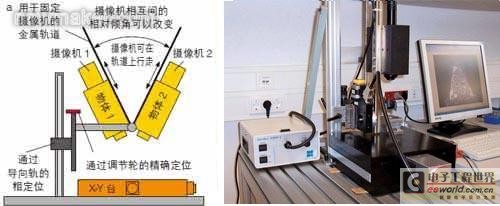
第二步就是对砂轮加工效果进行相关性研讨。为此意图,选用可仿制的参数组来生成符合实际的磨损状况,并进行一系列的磨削实验。然后经过对刀具和工件特性进行的电子光栅和显微照相测,在新式光电子结构的根底上,选用新研制的图画处理技能的效果完成补偿。经过这种重复性的进程,能够验证所测得的资料承重份额和实在的砂轮加工效果之间的关联性,也可借助于仪器完成图画搜集办法的功用和可运用性。
终究在该研讨项目内开发出了一种测定电镀砂轮资料承重份额的无触摸的技能工艺。这项作业的仪器根底是完成了一种立体显微和共焦显微技能相结合的实验场所。
这种办法的经济优势关于企业来说,是在于对外表状况做出快速的特征化描绘。经过实验台,能够完成对刀具的资料份额曲线进行方便、简略、可重复性和可记载性的测定。所取得的知道有助于用户持续开发自己的产品。(end)