一、 概述
我公司制桶出产已有多年,制桶出产线已有多条。制桶出产线的工艺进程是:将马口铁弯卷成圆桶形焊接,然后经过成方机加工,使之成为长方形,然后经翻边机翻天地边,经卷封机卷天、地板。经查验成为制品桶。在制桶线的成方机中,因为有检测有桶否 ,确认焊缝方位,把圆桶举起成方,放下,搬送等加工进程。机器动作多,操控进程比较复杂,故选用PLC加以操控。
二、硬件装备
成方机是在PLC体系的操控下完结全主动化出产的,这套操控体系是由日本立石公司的C40P组成的中心处理单元,硬件联接见图1

图1 硬件联接图
可编程序操控器,简称PLC;在出产设备中有很多的开关量及模拟量的操控设备,如:电机的启停,电磁阀的开闭,产品的计数,温度、压力、流量的设定与操控等等。曾经,以上的操控主要是用继电器或分立元件来完结。但跟着出产的飞速开展。人们对这些自控设备提出了更通用、易变、易修、牢靠、经济的需求。跟着电子技术的开展,人们开发了各式各样的能够满意上述要求的操控设备,其间就有可编程序操控器(PLC)。PLC是1969年才开端开展的。它依照老练而有用的继电器操控概念和规划思维,使用不断开展的新技术、新电子器材,逐步形成了各具特色的系列产品。
OMRON C40P具有以下特色:
1.功用完全:PLC的基本功用包含开关量输入/输出。内部中心继电器,延时ON/OFF继电器、锁存继电器、主控继电器、计时器、计数器、移位寄存器、四则运算、比较、二十进制转化等。
2.使用灵敏:C40P的规范的积木式硬件结构,以及模块化的软件规划,使得它不仅能够习气巨细不同、功用繁复的操控要求,而且能够习气各种工艺流程改变较多的场合。它的装置和现场接线简洁,因为它的逻辑、操控功用是经过软件完结的,因而答应规划人员在没有购买硬件设备前就进行“软接线”作业,然后缩短了整个规划、出产、调试周期。
3.操作便利、修理简单:C40P选用电气操作人员习气的梯形图方式编程与功用助记符编程,使用户能非常便利地读懂程序并编写、修正程序。PLC带有完善的监督和确诊功用,对其内部作业状况,通讯状况,I/O点状况和反常状况均有夺目的显现。因而,操作人员,修理人员能够及时精确地了解机器毛病点,使用代替模块或插件的方法敏捷处理毛病。
4.安稳牢靠:各出产PLC的工厂都严厉按有关技术规范进行出厂查验。C40P经过了JIS规范,所以,尽管PLC有各种类型,但都能够习气恶劣的工业使用环境。别的,因为其结构精巧,所以耐热、防潮、抗震等功用也很好。
三、软件结构
OMRON公司C40P可编程操控器所用编程言语为梯形图。
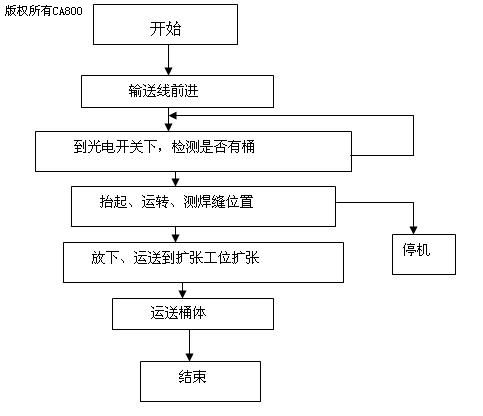
图2流程图
因为制桶出产线上成方机的工艺要求是:(1)将焊接罐体由圆形变为方形。(2)确保焊缝的方位在罐边的正中方位。所以,在软件规划中,首要考虑将罐的焊缝方位找正,固定后,经过成方工位,使之成方,然后运送出成方机,完结成方作业。
寻觅焊缝的作业是由一个振荡传感器和一个放大器完结。因为焊缝是高低不平的,这样可由一个振荡传感器检测,测到后传入放大器,放大器输出后输入到可编程操控器,奉告焊缝找到。成方的作业是由两个扩张块完结,当圆形罐到扩张块中,扩张块向外扩张,使圆形罐变成方形,完结成方作业。
四、操控功用
在主动作业条件时,主动作业中心继电器得电,定位阀得电常闭,运送电机动作。然后检测罐是否到位,到位后罐被阻挠杆定位,使罐体方位正确,然后是检测、圆盘上升,计数等动作,边缝检测到后放下,到扩张工位扩张,然后,送出罐体,完结成方机作业送到下一工序。在手动作业条件下,也可一步一步完结这些动作。
在焊缝检测工位,因为在旋转的罐边际测焊缝后要立刻停下来,以确保焊缝方位正确,这儿使用了一套制动离合器:当电机带动焊罐在旋转时,制动离合器带着旋转,当焊缝找到后,制动离合器动作,使焊罐精确中止,确保了焊缝的方位。
五、结束语
尽管PLC操控器价格较高,但因为PLC内部辅佐继电器的存在;及输出点能接受大负荷,故能够直接驱动一般的电磁阀和信号灯,这样便能节省本来一切的中心继电器,因为元件的削减而使操控柜的体积缩小。而且,PLC的牢靠性较高,功用也较全,是抱负的操控器材。