衔接导电部件以完结电气触摸是最老、最遍及的衔接运用之一。因为简直每个工业中都要用到衔接技能,因而,对本钱、衔接功用和体积的要求推动了相关技能的开展。
部件微型化的趋势仍在持续,衔接器的排线厚度和导线直径降至0.004英寸,因为衔接阻力高、衔接牢靠性以及运用寿命问题,压接、熔接和铜焊接技能等传统工艺变得不太可行了。相比之下,能够供给杰出的衔接完整性、运用寿命和导电功用的焊接方法成为要求的规范。在衔接两种资料的状况下,假如其间至少有一种资料的厚度小于0.02英寸,那么需求“微焊接”技能。
铜是一种典型的可选资料,可经过微焊接以衔接导电部件,因为它具有有用传导电能和传输信号的杰出才能。可是,铜作为一种导体的优秀挑选,具有极高的热传导功用,会快速地将热量从焊接接头处分散,使其很难保持热平衡并进行牢靠的焊接。因为业界内的趋势是进步出产速度、下降部件尺度以及焊接异种资料和异种导体横截面积,这使铜快速传导热量的特色成为微焊接中的难题。怎么操控这些小型和高导电性部件的热平衡,一起保证不会过热或许加热缺乏?处理这一问题的一种方法是运用532纳米(nm)或绿光波长。
传统微焊接技能的优缺陷
微焊接可经过几种方法完结:超声波焊接、电阻焊和激光焊接。每种焊接都有其优缺陷,每种焊接均能在某种不同程度上满意微焊接的要求。
超声波焊接:非常合适板材类焊接,但会使出产速度下降。
超声波焊接(图1)运用振荡能量在衔接界面上进行焊接。由触摸顶部部件的超声波发生器或焊头供给传递到界面的振荡能量。焊头以每秒成百上千次的频率振荡,运动振幅坐落0.0005至0.004英寸之间。部件的下侧有“底砧”支撑,底砧能够是静态的,也能够是振荡的。
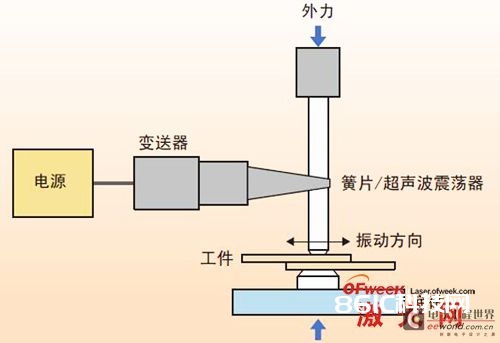
图1 超声波焊接
施加力气下的振荡作用在焊接界面上构成不均匀外表的塑性变形,然后导致构成高度亲近的触摸和金属原子分散。由分散构成衔接,衔接处没有熔化。部件发生一些变形或变薄,可是能够正常操控。经过焊头的冲突来保持焊头与部件之间的触摸,经过焊头上的压斑纹加强冲突。
超声波焊接特别合适于导电部件的薄板焊接,其间包含铝和铜。超声波工艺在微焊接中存在一些缺陷。因为需求将力气传输到部件上,因而,衔接的两边要求发生机械触摸。别的,焊头是一种要求查验和替换的损耗品。衔接的几许形状在必定程度上仅约束于搭接焊接。最终,受焊头驱动影响,焊接周期速度会下降出产速度。
电阻焊接:工艺灵敏,可是不合适于机械精细部件。
当电流经过部件时,电阻焊(图2)运用焊接界面的高电阻发生热量。电流发生于工件的相同侧或相反侧触摸部件的电极,构成回路。在部件上施加一些力气,以保证电气触摸。
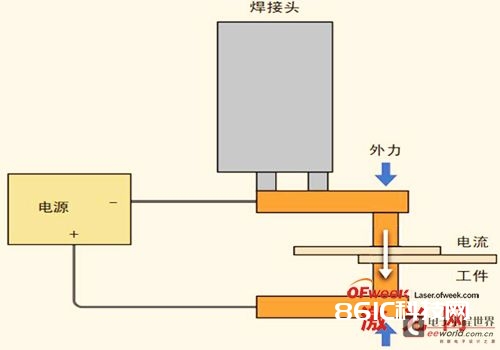
图2 电阻焊接
选用电阻焊方法焊接导电部件时,电极具有电阻,因而履行两种功用:加热和将热量传导到部件,并传导足够的电流,以在衔接界面发生一些热量。
电阻焊适用于各种广泛的衔接运用和资料,功用优秀。可是,因为电阻焊的工艺依赖于机械触摸以及需求在两个电极之间构成电气回路,因而并不能在一切状况下操作,特别是关于部件为机械精细部件的状况。别的,最小电极的直径约为0.04英寸,会约束衔接的挨近操作。
激光焊接:非触摸式工艺,快速和准确,可是有必要处理资料反射问题。
激光焊接(图3)是一种非触摸式工艺,只要求单侧挨近操作。在极小的衔接区域内,这种技能非常有用。它能够用于焊接不同形状的部件、不同的衔接几许形状以及异种资料。它不运用需求保护或替换的损耗品,焊接周期只要几毫秒。外表上看,激光焊接似乎是微焊接铜的一种杰出处理方案——可是也存在着问题。Nd:YAG激光器用于大多数微焊接运用,波长为1064纳米,超越铜反射的90%。