激光切开和雕琢以其精度高、视觉作用好等特性,被广泛运用于广告业和航模制造业。在大尺度激光加工体系的开发进程中,加工速度与加工精度是首先要处理的问题。处理速度问题的一般办法是在电机每次运动前、后设置加、减速区,但这会使加工数据总量成倍添加。除此之外,巨大的数据核算量也需求一个专门的高功能处理器来完结。
FPGA(现场可编程门阵列)在并行信号处理方面具有极大的优势。本体系选用FPGA作为加工数据的履行器材。这种处理方案杰出的特点是让运动操控的处理部分以独立的、硬件性办法打开,添加体系的功能和牢靠性,然后有效地处理了用单纯的MCU或DSP体系处理的带宽约束,以及用户体系软件和运操控软件稠浊性的问题。
当今国内外市场上现已接连呈现相似的FPGA产品,这些产品大多运用FPGA完结从原始数据处理到履行的悉数作业。此种结构尽管能够简化FPGA外部的电路规划,可是因为FPGA做 杂乱数学核算的才干有限,不能对杂乱图形尤其是不规则图形做出全面的剖析,导致加工速度无法进一步进步。除此之外,这些产品大多选用写入一条数据、履行一 条数据的作业办法,形成了履行相邻两条数据间的加工中止,破坏了加工的流畅性,在加工杂乱图形时还会明显地影响加工速度。
本体系运用数字信号处理器DSP完结杂乱的图形剖析核算,这样既能够对杂乱图形做出全面的剖析又不会损失体系功能。除此之外,本体系还在FPGA内部选用了双存储器替换加工的结构,从根本上消除了相邻数据间的加工中止。
1 体系规划
激光加工系 统首要是以切开、雕琢等工艺完结对金属、非金属的加工。切开是指体系在操控作业头做矢量运动的一起,合作激光在被加工物体上切开出不同的线条;雕琢是指系 统操控激光头在必定区域内进行往复扫描,以相似打印机的办法在被加工物体上刻出深浅纷歧的图画。本体系选用由核算机取得图形并传输至下位机,由下位机保存 图形并脱机加工的结构。
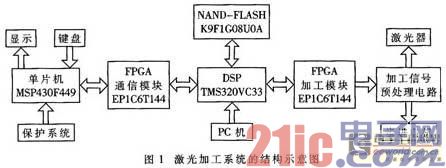
图1为体系的结构示意图。在数据传输阶段,加工数据由核算机经过以太网或并口,以图名、图号为标志传入DSP(TMS320VC33),DSP将数据按协议解析后存入FLASH(K9F1G08U0A)存储器。在脱机加工阶段,DSP将数据从FLASH存储器从头读出并进行处理、核算,并将终究的加工数据输入FPGA(EP1C6T144C8)内部的加工模块,操控FPGA输出加工信号。在体系作业的整个进程中,DSP还要经过建于FPGA内部的通讯模块和单片机交流数据,获取有关人机界面和比如限位开关、激光器散热水泵等维护器材的作业状况。
加工信号预处理电路首要由数模转换器和光电隔离器组成。它担任将FPGA输出的加工信号进行处理后驱动步进电机和激光器。
2 DSP的软件规划
2.1 加减速区的剖析及核算
在待机阶段,DSP将从核算机取得原始数据。在加工阶段,DSP将对这些数据进行剖析并合理分配加、减速区域。图2为加、减速区示意图。加减速区是用多段幅值较小的速度改动替代一次较大的速度改动。关于大尺度或高速运动渠道来说,电机的加、减速进程必不可少。由原理可知,两图所围面积巨细持平,即作业头移动间隔持平。

在以往的步进电机驱动算法的规划中,大多选用简略的二次曲线进行速度拟合。此种拟合办法尽管简略,但在大型运动渠道上并不能够充沛考虑到机械部件间的静摩擦力和旋转部件的滚动惯量等要素,其运转作用并不抱负。
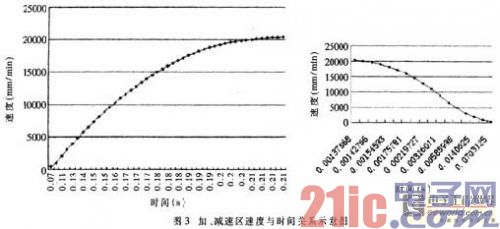
体系在加、减速区的核算进程中,经过将速度和加快时刻的联系与“S”形曲线进行拟合来得到加快区速度,经过将速度和减速时刻的联系与反“S” 形曲线进行拟合得到减速区速度。图3为加、减速区速度-时刻拟合曲线,曲线的斜率代表作业头移动的加快度。从图3可见,加、减速区所运用的拟合曲线并不相 同,减速区曲线更为“峻峭”。这是因为减速进程中受机械体系摩擦力等要素的影响,电机负荷较小,能够接受更快的减速进程。运用“S”形曲线进行拟合的长处 首要有:
(1)电机从停止状况过渡到跋涉状况的进程中,因为各机械部件之间存在静摩擦力,可使电机较为陡峭地发动,防止了碰击或丢步现象的发生。
(2)电机进入平稳运转阶段时,能够运用较大的加快度进行速度进步。可是,跟着速度的添加,电机的剩下功率将不断减小,此刻应不断减缓加快进程。
(3)电机从跋涉状况过渡到停止状况的减速进程中,此种拟合办法能够使电机平稳过渡,防止发生碰击。
2.2 杂乱图形的剖析
在一幅杂乱图形中往往存在很多不接连、不规则的矢量,假如每条矢量的结尾都减速到零,势必会影响加工速度。所以,在剖析此类图形时要连带剖析当 前矢量的前、后图形状况,核算出各矢量的夹角以确认加工此矢量的初始速度及停止速度。表1为作业头进行不同视点转弯时的极限速度。
3 FPGA的内部逻辑规划
从DSP的视点看,FPGA加工模块相似于一个存储器,DSP只需将核算结果写入此存储器中,今后的作业将悉数由FPGA来完结。在FPGA加工模块中首要选用了不同类别数据并行读取和双存储器组替换作业的技能。
3.1数据并行读取
传统的数据存储器受限于处理器的单任务特性,一般选用单片大容量存储单元,这种结构使得体系需求消耗多个读取周期才干得到一组完好的数据。而FPGA的并行作业特功能够打破这种传统的规划方法,将不同类别数据存放于独立的存储单元中。只要在界说数据时将地址对齐就能够在一个读取周期中取得悉数数据。运用这种办法能够在读数时刻最小化的一起简化编程,也能够使全体程序的结构愈加明晰。
3.2 双存储器替换作业
市场上已有的同类FPGA产品大多选用写入1条数据、履行1条数据的作业办法,这将在数据传输时发生中止。本体系尽管选用了存储器作为加工数据的缓存,但只是依托这种办法仍然不能处理问题,在DSP写入数据时仍然会形成加工中止。
图4为双存储器组结构示意图,当体系在履行其间一组存储器中的数据时,DSP可将核算结果写入另一组存储器。因为DSP的运算速度远远高于加工速度,所以双存储器架构能够确保加工不被接连。
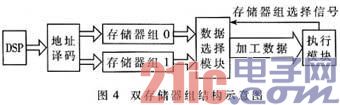
图5为FPGA加工程序流程图。可见,在地址对齐的前提下替换存储器组需求改动存储器组挑选信号并将地址计数器清零。此刻,FPGA还将用中止的方法告诉DSP,使得DSP能够填充新的数据。

4 试验定论
试验中运用幅面为1.2m×1m的二维作业台,X、Y轴步进电机选用雷塞公司的57HS22并配以M860驱动器。57HS22的步距角为 1.8度,额定电流为4A,坚持转矩为2.2N.m,定位转矩为700g.cm,电机接法选用并联方法以杰出高速功能。电机转子的滚动经减速后由齿形带带 动作业头做直线运动,转子每旋转一周使作业头移动24mm。
在试验平分别对PLT文件、DXF文件以及BMP文件作了很多测验,其间PLT文件和DXF文件用于切开测验,BMP文件用于雕琢测验。
图形文件由PC机软件传送至本体系,随后脱机加工,在切开形式下,长矢量的加工速度能够平稳超越20000mm/min,在雕琢形式下加工速度能够超越30000mm/min。在对一幅含有超越13万条矢量的杂乱图形接连加工5次后,无肉眼可分辩的方位误差。
因为本体系选用了DSP进行图形剖析,使得体系对杂乱图形的处理才干得到了很大的进步。一起,FPGA内部双存储器替换作业的结构也从根本上处理了数据传输进程中加工中止的问题。试验标明,本体系具有加工速度快、图形处理才干强、运用简洁牢靠等长处。