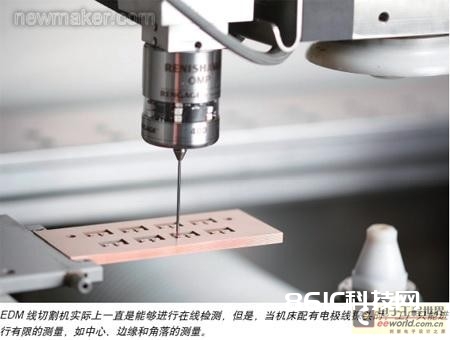
航空航天和医疗器械范畴都极尽力地推进电火花机(EDM)在线丈量的开展,原因在于这些职业的工厂需求严厉依照工艺认证要求进行运作。在这个进程中,他们有必要记载下包含电火花线切开在内的一切制作及加工进程。
关于医疗器械制作厂,EDM线切开能够满意批量不断变小、形状日益杂乱的工件进行精确加工的需求,而航空制作厂则选用EDM线切开切开大尺度的重型杂乱部件。可是,将这些类型的工件取下机床进行查验和验证明显提高了犯错的危险,因而延长了部件整个加工周期。
EDM线切开机装置了在线丈量设备后,工厂能够在EDM加工前后进行查验、承认部件,无需从机器上取下部件。相同,最近开发的EDM线切开机触摸式探头在线丈量体系使得机床能够读出探头数据、了解逻辑句子。这意味着机床能够丈量布满作业台的经过切开的零部件,标识出那些能够移除的处于公役范围内的零部件,还能够送回那些需求从头切开,使之契合公役要求的部件。别的,未来装置了气动夹头夹持触摸式探头后,整个流程能够不需求操作工的干涉。
需求留意的是,实践上,经过运用线电极资料的电脉冲,EDM线切开机一向都能进行在线勘探。可是,当机床运用这种电极丝进行丈量时,工厂只能进行有限的丈量,如找到中心、边际和旮旯。这个进程不能标识壁的平直度或丈量部件的其他概括。
相同,选用电极丝丈量,探头(电极丝)和工件之间会存在一个缝隙,使得触摸时能发生电火花。这种勘探方法的精度适当高(可达±0.0001″),可是会有其他一些变数,如部件上的毛刺、脏污和其他或许落在电极丝和工件之间的颗粒,使成果发生偏颇,然后构成读数差错。
关于精密的工业加工,工厂首要选用EDM线切开在线丈量验证工件的切开正确性,并满意要害部件概括参考点。不幸的是,这种勘探/丈量水平不或许用EDM电极线来作为探头,首要原因在于电极线只能丈量部件概括的最高点。
别的,即使运用电极线探头能够完结这种先进的勘探,但在航空和医疗范畴,都不能承受这种丈量方法。首要是因为当丈量要害部件时,EDM电极线发生的电脉冲/火花会在部件上构成印记,然后影响部件的整体性。
另一方面,运用圆形蓝宝石球这种传统探头,触摸点会很细微,不会对工件发生任何危害。并且,因为触摸点十分细微,正好触摸到残渣或妨碍物的或许性也十分低。
除了航空和医疗职业的严厉要求外,因为EDM电极丝勘探的天然限制,使得许多EDM制作商,包含阿奇夏米尔,尽力开发新的产品,将精确触摸的探头结合到EDM丝线切开工艺中。别的,在线触摸式勘探与传统东西机乃至是辛克型电火花成型加工相结合并没有任何新意,可是将其用到EDM线切开上则是一种新的才干。完结任务所需的一切单个技能组件都现已具有,可是需求多年的开发才干精确地知道,怎么才干将这种探头融入到EDM线切开中,进行有用的在线触摸式丈量。
EDM OEM制作商们克服了两大妨碍。一个是机械方面的难题,即怎么装置夹具,把探头夹持在EDM头部;在操控方面,探头的功用有必要与机床的CNC体系整合。

大多数EDM头部的规划不能支撑很大的分量,在头部一侧装置实践的东西夹具会发生不平衡,影响EDM线切开加工。走运的是,有些品牌如GF阿奇夏米尔推出的EDM线切开机床,带有很坚实安定的头部,可装置夹具,一起不会献身机床功用。
机械方面的另一个难题是,需求能够伺服驱动Z轴,这在EDM线切开中并不需求。在线触摸式丈量需求机器能够Z轴伺服驱动,这样探头能够往下丈量工件,结束后向上退出。可是,最重要的是,这种方法能够沿着Z轴方向,对任何点进行丈量和记载,丈量壁厚即用这种方法进行。
包含阿奇夏米尔在内的大多数EDM OEM厂商,都能够经过在设备上装备Z轴伺服驱动才干来处理这个难题。因为许多这些厂商现已开宣布辛克型EDM用伺服驱动体系,对这些Z轴体系以及怎么运用勘探器有了广泛的了解。别的,这些现有的常识也有助于将传统丈量技能应用于EDM线切开机的CNC体系。
操控难题
在线触摸式丈量技能要求EDM线切开机的CNC体系有才干补偿触摸式探针与机器头部两个不同中心线的方位。业界许多机器都有这种补偿才干,因而也就不成问题。
针对这一问题,阿奇夏米尔开宣布补偿纠正功用。浅显而言,在标定后,机器的操控体系能够精确知道电火花丝线中心线和X-Y轴线上勘探器的中心方位。在勘探器进入方位进行丈量时,操控体系就能够对这个间隔进行补偿。
关于EDM线切开在线丈量操控体系而言,首要的应战是,设备对部件概括的要害点进行丈量时,缺少特定的周期。
阿奇夏米尔的处理方案是,在机器的操控体系内部选用宏程序B编程。这种程序指令机器依照规则的方位移动,在X、Y、Z轴上进行丈量,收集本来与EDM线切开工艺不相关的要害点的数据。
运用勘探到的数据,机器能够数学方程生成陈述,验证部件切开前实践定位是否正确。陈述一起显现,在切开后,所需丈量部件要害点的尺度或公役契合要求。
宏程序B编程运用了逻辑句子,EDM线切开机的CNC能够读出“假如-那么”这样的程序句子。如,假如特定工件的简直尺度还没有依照规则切削到位,CNC就会指令机器返回到那个部位进行从头切开,直至到达规则要求。
EDM能够加工任何硬度的导电资料,加工精度可达0.001mm,不需求进行机械动作。因为具有这样的特性,EDM成为模具和东西制作的要害技能之一。
这种体系内的高度逻辑不只让用户了解到部件现已依照规则尺度切削结束,能够移除,并且机器还能够依照丈量的数据进行自我批改。机器的这种才干堪称为最严重的成果,对“无人”出产将发生严重影响,并会持续推进EDM线切开在线丈量需求的开展。
主动触摸丈量
现在,机械夹具一般由人工装置,用以夹持EDM线切开机的在线丈量探头。可是,选用了气动卡盘后,可选用机器人替换东西,将勘探器主动装卸到EDM线切开机上。
如今大多数工厂都会组织工人进行部件审阅。一名机器操作工将装上勘探器,丈量部件,取下勘探器,发动开车按钮,持续切开。切开后,再装上勘探器,运转宏程序B编程,对部件的要害点进行丈量。然后机器会标识出,哪些部件契合标准要求,哪些需求再次切开。
就技能而言,完结无人EDM线切开作业,包含主动在线进行惯例丈量在内的所需组件都已成为必备。可是,现在还很罕见职业需求到达那种先进的水平。
光学:另一种方法
除了触摸式丈量,还有其他在线丈量方法。如光学体系。它不“触摸”部件,而是记载部件的图画,进行查验。这样的体系关于精密制作范畴需求丈量精密部位的部件特别有利。
选用阿奇夏米尔的光学体系后,制作厂商能够方便快捷地丈量部件。在光学器体系前,装备了那种十分杂乱精密的夹具,用来夹住部件,进行精确丈量。别的,还需求确认部件的方位,而选用EDM电极丝丈量会比实践切开部件所花费的时刻更长。举例来说,假如切开花费了3小时,丈量或许需求10小时。而选用了光学体系后,一会儿的图画就能够标识清楚部件的轴向度、中心、切开起始点。
不管是光学体系,仍是机械体系,都有各自的长处。光学体系能够快速丈量现已切开好的部件(300点/秒),而探头丈量方法则需求实践移动并触摸到那些丈量点。可是,探头丈量方法能够丈量部件顶部、中部和底部的腔。光学体系只能记载部件的二维图画,不能丈量比如有视点的侧壁等部位。(end)