


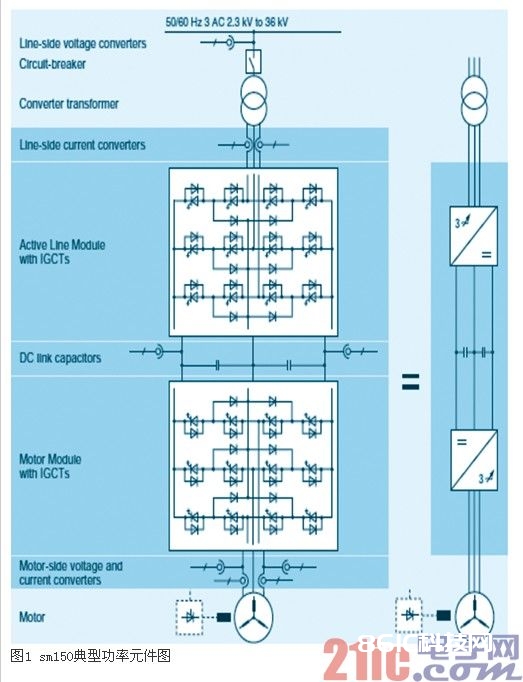
1 引言中厚板轧机主传动系统的调速方案有直流调速、交交变频调速、交直交变频调速等,每种调速方案均能满足大功率可逆运行、过载能力强、控制精度高、响应速度快、力矩脉动小等轧钢工艺要求。由于直流电机维护量大
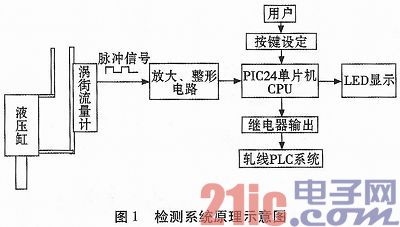
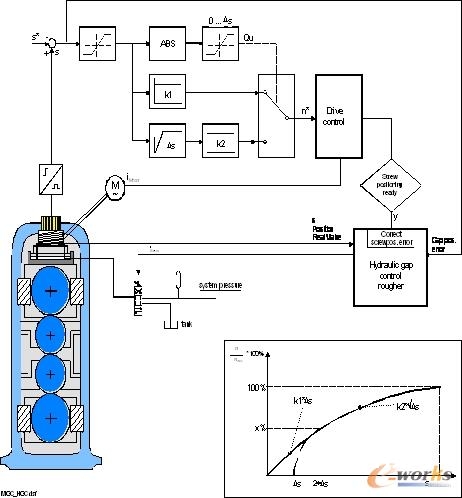
工作辊卡板是轧机工作辊的一个关键定位装置,安钢1780MM精轧机组由7架精轧机组成,每架轧机的工作辊都有8个卡板进行固定,在换辊时这些卡板可以打开,卡板驱动由卡板液压缸来实现。目前,卡板的开闭状态都是
华菱衡钢Φ340机组是衡钢自动化程度最高的生产线,整条生产线的自动化控制复杂,控制网络多。其自动化控制系统主要有ABB和西门子两大类,三大主机(穿孔机、连轧机、定径机)由ABB控制系统控制,管坯、环形


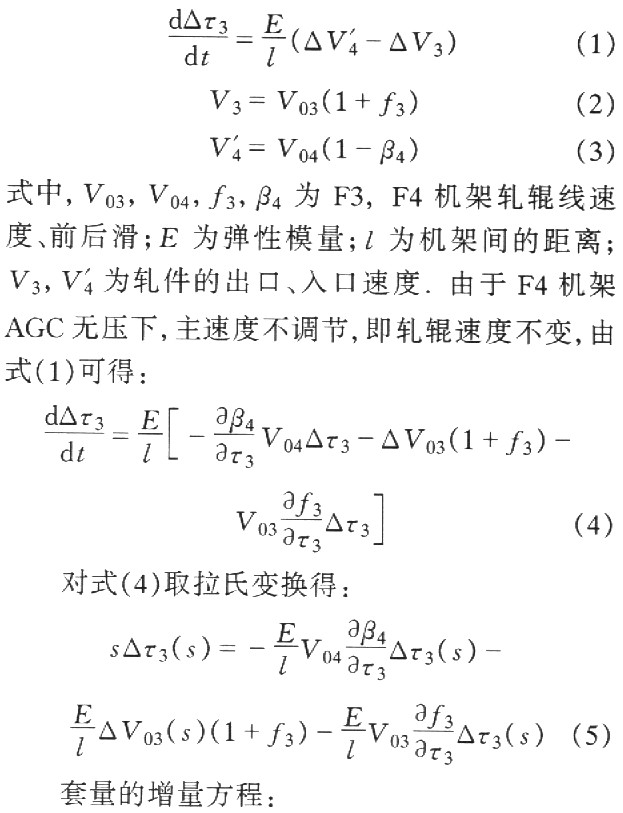
摘要 针对板带热连轧机活套的高度和张力系统,在工作点附近,以实际热轧现场数据为依据,建立了对象的动态数学模型.采用基于BP神经网络整定的PID控制策略以减弱系统的耦合影响,并给出了其控制算法在FPGA
