1 概述
跟着我厂卷接包装车间设备的更新,对卷包车间工艺条件的技能要求也越来越高,一起为了下降卷烟出产的本钱,咱们对卷包车间卷接机组会集工艺风力与风力除尘体系进行了改造。
1.1 现有设备存在的缺乏
改造前设备是九五技改装置的设备,操控方法简略,功用不完善,无风速监测和闭环操控,因此风速不行安稳,不能依据烟机敞开的数量完结风机的主动调理。一起电机使用率也低,糟蹋很多电能,且不能及时了解风门的运转状况和毛病报警,不能保证车间新设备的工艺目标。在发动或中止过程中,还会发生很大的电气和机械冲击。
1.2 规划思路及计划
规划新体系要为卷包车间13 台卷接机组供应会集工艺风力以及风力送丝除尘主动监控功用,期望该体系具有:
1)动态显现卷接包工段工艺风力、风力送丝及除尘体系工艺流程;
2)主动调理风压风量,保证体系安稳运转,进步机台有用作业率,一起到达节能作用;
3)供应体系长途操作功用,在中心操控室即1 概述跟着我厂卷接包装车间设备的更新,对卷包车间工艺条件的技能要求也越来越高,一起为了下降卷烟出产的本钱,咱们对卷包车间卷接机组会集工艺风力与风力除尘体系进行了改造。
1.1 现有设备存在的缺乏
改造前设备是九五技改装置的设备,操控方法简略,功用不完善,无风速监测和闭环操控,因此风速不行安稳,不能依据烟机敞开的数量完结风机的主动调理。一起电机使用率也低,糟蹋很多电能,且不能及时了解风门的运转状况和毛病报警,不能保证车间新设备的工艺目标。在发动或中止过程中,还会发生很大的电气和机械冲击。
1.2 规划思路及计划
规划新体系要为卷包车间13 台卷接机组供应会集工艺风力以及风力送丝除尘主动监控功用,期望该体系具有:
1)动态显现卷接包工段工艺风力、风力送丝及除尘体系工艺流程;
2)主动调理风压风量,保证体系安稳运转,进步机台有用作业率,一起到达节能作用;
3)供应体系长途操作功用,在中心操控室即可完结体系的发动、中止、参数设定作业;
4)在线报警功用,体系实时监控工艺设备的运转状况,以清晰的信息,定位指示毛病类型和原因,使毛病得到及时扫除。
对此,针对卷接机组会集风力供应体系的特色,选用西门子S7-300 操控体系、Profibus-DP 现场总线操控技能、人机界面操作体系,使用变频调速技能对体系进行恒压负反馈操控,使体系在不同负荷下运转安稳,保证卷接机组正常作业,一起节省电能。
2 会集工艺风力平衡与风力送丝除尘体系计划规划
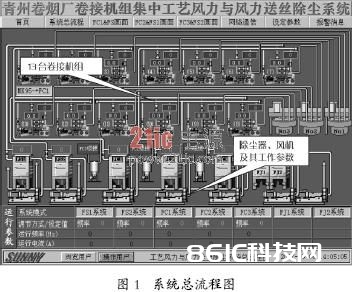
体系的总流程图如图1 所示。体系总流程是调查了解整个工艺风力与风力送丝除尘体系运转的窗口。
图1 中,设备运转和中止选用色彩改变方法进行表明。(绿色)表明风机运转状况、阀门翻开状况、气动平衡阀翻开、电机运转状况;(赤色)表明风机中止状况、阀门封闭状况、气动平衡阀封闭、电机中止状况。
送丝管道吸丝时有虚线显现,非吸丝状况虚线消失。
在卷接机组上有两个指示灯,右边为风机上电指示,左面为烙铁放下指示(机组作业),红灯表明中止,绿灯表明运转。
2.1 体系的功用
从图1 中,咱们能够详细调查整个体系运转状况而且能够完结送丝、风速设定等操作使命,该体系能够完结卷包车间13 台卷接机组的供丝使命。详细划分为:3 套会集工艺风力与除尘体系———以FC1、FC2、FC3 表明,其间FC1包含1#~3# 卷接机组(3 台ZJ17)与12#~13# 卷接机组(2 台MK95)、FC2 包含4#~7#(4 台ZJ17)卷接机组、FC3包含8#~11#(4台ZJ17)卷接机组,为其供应出产需求的负压风力和除尘;2 套风力送丝———以FS1、FS2 表明,分别为1#-7#、8#-13# 卷烟机供丝和除尘。如表1 所列。

2.2 工艺改造内容
每个体系主管上各设置1 个压力传感器 ,用于检测和操控体系的风压改变,会集式工艺风力与除尘体系经过变频器操控风机的转速,构成负压,为已撤除风机的卷接机组供应安稳、平衡的出产工艺条件,在各台机组的卷烟机支管上,装有压力传感器,用以检测负压值。在各台机组的接装机支管上,也装有气动平衡阀,用以削减机组在非作业条件下对其它机组的影响。风力送丝体系经过变频器操控风机的转速,构成负压,将喂丝机中的烟丝经过送丝管道,以恰当的速度输送到各个卷接机组的储丝箱。在每台卷接机组的吸丝回尘管上装置有电动调理阀和孔板流量计,经过操控阀门的开度,调理风速的改变。孔板流量计用于检测送丝的风速。一起,吸丝回尘管上还装置了补风阀和吸丝阀,两者构成一开一闭的切换状况。在吸丝状况下,吸丝阀门翻开,补风阀封闭,吸丝回尘管中的负压能够将喂丝机中的烟丝送至卷接机组的储丝箱;在非吸丝状况下,吸丝阀封闭,补风阀翻开,模仿吸丝作业状况,用于削减整个风力体系的扰动,从而坚持其它送丝管道的风速安稳。
,用于检测和操控体系的风压改变,会集式工艺风力与除尘体系经过变频器操控风机的转速,构成负压,为已撤除风机的卷接机组供应安稳、平衡的出产工艺条件,在各台机组的卷烟机支管上,装有压力传感器,用以检测负压值。在各台机组的接装机支管上,也装有气动平衡阀,用以削减机组在非作业条件下对其它机组的影响。风力送丝体系经过变频器操控风机的转速,构成负压,将喂丝机中的烟丝经过送丝管道,以恰当的速度输送到各个卷接机组的储丝箱。在每台卷接机组的吸丝回尘管上装置有电动调理阀和孔板流量计,经过操控阀门的开度,调理风速的改变。孔板流量计用于检测送丝的风速。一起,吸丝回尘管上还装置了补风阀和吸丝阀,两者构成一开一闭的切换状况。在吸丝状况下,吸丝阀门翻开,补风阀封闭,吸丝回尘管中的负压能够将喂丝机中的烟丝送至卷接机组的储丝箱;在非吸丝状况下,吸丝阀封闭,补风阀翻开,模仿吸丝作业状况,用于削减整个风力体系的扰动,从而坚持其它送丝管道的风速安稳。