前语
轧机的辊缝操控是钢板厚度功用操控的要害程序之一,在一级进程主动操控中,轧机辊缝的操控涉及到的首要设备首要有液压缸,轧机机架,作业辊支撑辊的设备、各类压力、方位传感器等。首要包含轧机辊缝的清零、轧制中心线的确认、电动压下和液压压下的方位操控等几个方面。下面做一些简略的介绍。
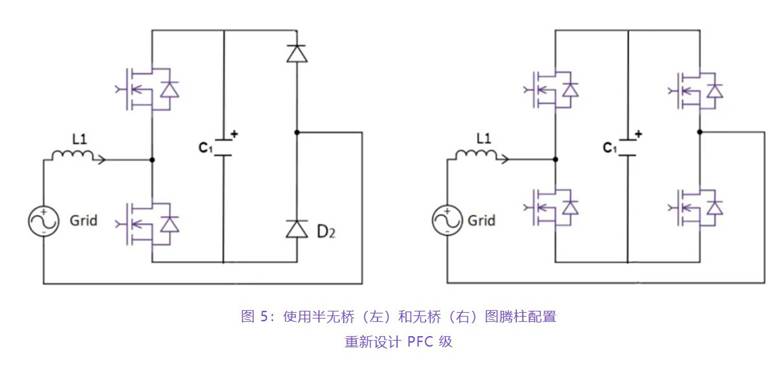
轧机的辊缝调理首要经过操作侧和传动侧的两根压下螺丝来调整。轧机辊缝方位的操控首要有两种方法:一种是电动压下EPC方位操控,另一种是液压辊缝操控HGC。这两种方法在辊缝主动操控中一起存在,相得益彰,电动压下走的行程较远,可以作为辊缝的粗调或初始设置行走时运用;液压辊缝的移动间隔首要遭到液压缸巨细的约束,一般只要50mm行程,适用于终究辊缝设守时的精密调整。
1.电动压下的方位操控EPC
压下螺丝用来进行方位的操控,该操控叠加在变速操控上。方位操控为速度操控器供给速度设置点。 速度改变是传动操控的一部分,首要的传动设备有制动器和电磁耦合器。方位操控运用线形或旋转编码器来丈量压下螺丝的实践方位。
液压和电气传动体系别离设定了两个不同的分工,经过电动压下设备调理较大的方位改变,经过液压压下设备进行精谐和荷载情况下的调理。
电动压下和液压压下的操控分工如下图1所示,电动压下的方位误差会经过液压定位操控予以补偿。
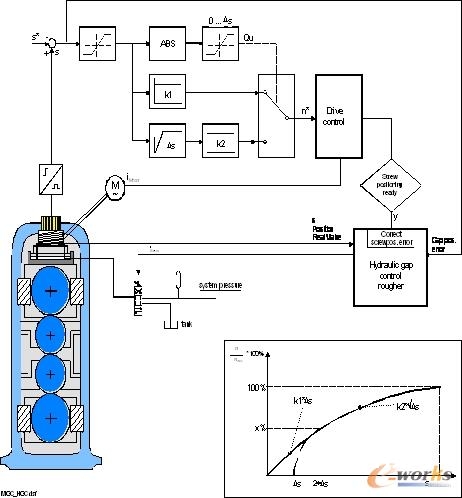

图1 压下螺丝方位操控的块状图(液压和电动)
2.液压辊缝操控HGC
水平机架液压辊缝操控别离由操作侧和传动侧的两个液压缸进行操控,每个液压缸由两个并行衔接的伺服阀操作,由操控体系来挑选哪一个为主伺服阀。
关于一般的厚度操控,一个伺服阀可以完结所要求的操控使命。第二个伺服阀首要用于咬钢或长间隔移动如换辊时运用。
每个液压缸配有独立的方位操控和压力操控。轧制时方位操控是常用的操作形式,而在轧机压靠进程时主动挑选轧制力操控。
辊缝的实践方位由方位传感器反应。方位传感器设备在液压缸的相对应两边。运用此方法可以丈量中心方位(2个方位值的平均值)和防止由于缸体歪斜引起的丈量误差。假如一个方位传感器呈现毛病,方位操控体系也会正常的作业。
压力传感器用来丈量实践的轧制力。经过压力传感器丈量的活塞面积和实践活塞压力核算压力实践值,别的,核算时还要考虑到平衡点的设定。
完成伺服阀的特性功用和油位高度补偿功用,体系供给了以下几种监测功用:⑴ 缸体/ 阶梯垫歪斜监测;⑵总的轧制力和传动侧和操作侧轧制力的误差(DS-OS)监测;⑶缸体行程监测;⑷传动侧和操作侧的同步性;⑸方位编码器和轧制力传感器;⑹伺服阀老化等。
液压辊缝操控块形图如图2所示:
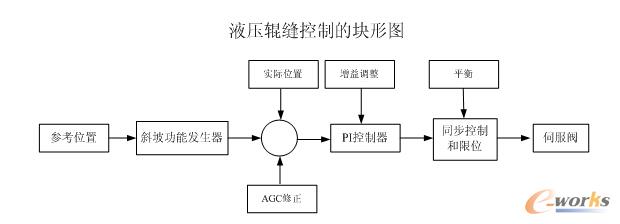
图2 液压辊缝操控的块形图
3.轧制线的设定
辊缝操控的准确性与否,还要依据轧机机架的全体的平衡和稳定性,需求设定一个正确的轧制线。该轧制线经过在轧机机架底部的HGC缸调理,取决于下述参数:
(1) 作业辊直径(固定参数,每次换辊后操作工的更新参数)
(2) 刺进轧辊轴承座下的阶梯垫板厚度(固定参数,每次换辊后操作工的更新参数)
(3) 轧制压下量(可变的)
(4) 上支撑辊平衡
(5) 在轧制期间,上支撑辊平衡体系在轧制力设定值稳定的操控下运转。
(6) 实践轧制力值是依据压力传感器经过活塞压力和活塞面积核算出的。
4.轧机辊缝的零点标定
轧机辊缝的零点标定也称为轧辊压靠,首要是用于确认实践辊缝和对辊缝进行校准。每次换辊后要进行轧辊的压靠,由操作工在HMI进步行相应的操作。
主动压靠是轧机辊缝的零点校准进程,在轧辊压靠进程中,HGC作业在轧制力操控形式进行轧机辊缝的校准,经过液压缸和压下螺丝的运动进行轧机辊缝的闭合。这时辊缝设为在给定轧制力情况下的一个给定值,一起将标定后的轧机辊缝值(由于机械原因,不是一个肯定的零值)和相应的轧制压力、机架平衡参数、支撑辊的偏疼值、主传动的速度曲线、冷却体系的相关值等都记录下来并传送到进程核算机中,作为轧机机架的基准状况,在今后的轧制辊缝操控中,以这个零点为基准,准确进行轧制辊缝的操控,以到达满足的厚度操控。
5.小结
轧机的辊缝操控是主动操控中重要的功用之一,轧机辊缝的精准操控,对钢板的质量以及成材率起到十分重要的效果。