导言
跟着外表贴装技能(SurfaceMounted Technology,SMT)的不断优化及贴片元器件制造工艺的迅速发展,贴片机在电子制造业中的使用日益突出。CM402型高速贴片机是由日本松下公司研制和出产,针对某些特定工件、按特定工序进行批量加工的专用设备。依据笔者为期两周的现场调查和证明,传统CM402型高速贴片机在拼接料出产过程中,若呈现拼接料检知中止时,停机扫料的时刻将影响到出产功率。经过仔细剖析该设备的工序流程及阅览其用户手册,可将此拼接料检知、停机扫料程序进行技能改造,并在原有电控体系上使用PVS操控体系代替TImer(计时器),可完成接料不停机操控功用,然后可提高其出产功率。
本文以使用PIC16F628单片机构成PVS操控体系为例,从硬件体系规划和软件体系规划下手,给出了印制电路板图、电路原理图及源代码。
硬件体系规划
该PVS操控体系以PIC16F628单片机为中心,由PIC16F628单片机及其外围元器件、电源模块、继电器模块组成,印制电路板和电路原理图如图1、图2所示。
图1 印制电路板
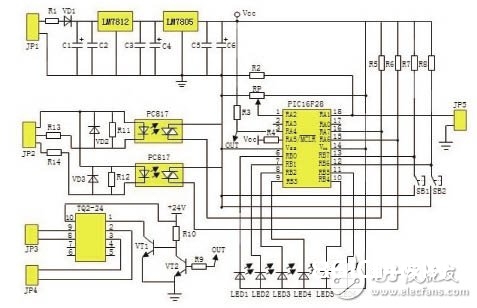
图2 原理图
来历;21ic