一、工程概略
宝钢不锈钢1780热轧除鳞体系由日本三菱公司担任规划,其间高压除鳞电机由日本三菱与上海电机厂协作制作,中冶赛迪担任工程规划,体系于2003年12月正式投入运转。宝钢不锈钢1780热轧机组的轧制钢种有不锈钢和碳钢两个钢种,除鳞泵年作业时间约为6935小时,其间用于碳钢除鳞每年约为4435小时,不锈钢除鳞每年约为2500小时。
除鳞为热轧进程中的一道很重要的工序,除鳞体系由除鳞泵和喷发阀组成,其作用是经过高压水的强壮冲击力,铲除热轧钢坯在加热进程中发生的炉生氧化铁皮和轧制进程中再生的二次氧化铁皮,然后确保钢材制品表面质量。除鳞泵将水流向母管,再由母管上的喷发阀的敞开完结除鳞进程。
二、除鳞工艺介绍
热轧轧线上装备四组喷发阀,除鳞点分别为除鳞箱进口、出口除鳞(HBSa+HBSb)、粗轧机进口除鳞(RMa)、出口除鳞( RMb)、精轧机进口、出口除鳞( FSBa+FSBb )。各除鳞点用水的流量需求为:除鳞箱进口、出口除鳞喷嘴各需3630L/min、粗轧机进口需求3250L/min、粗轧机出口喷嘴需求3250L/min、精轧机上、下喷嘴各需求4200L/min。
碳钢、不锈钢的不同产品和不同的出产轧制节奏,使除鳞点的数量、方位、除鳞的流量在随时改变。除鳞点的判别是经过钢坯在出产线上的线位进行判别,除鳞点数越多,则喷发阀翻开越多,则母管压力要求越高。

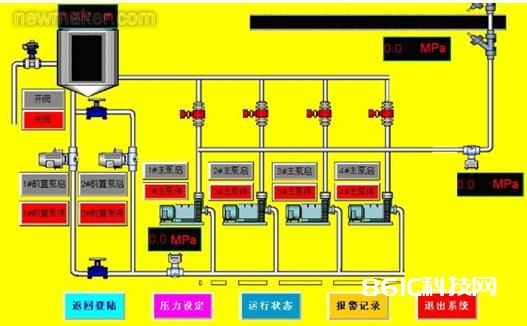
除鳞体系还设置一个10m3的平衡气水罐,四台除鳞泵选用共用母管方法。
总管出口压力在18MPa~ 22MPa之间改变。除鳞泵作业在两种状况:一种是除鳞状况,需求压力为18MPa;一种对错除鳞状况,当除鳞泵流量低于110t/h时,则翻开热维护旁通阀,将水流入地沟,这是避免在非除鳞时喷发阀封闭,导致打闷泵的状况。
三、设备参数
四、存在问题及解决办法
宝钢不锈钢热轧厂配有4台除鳞泵,正常出产中为3用1备,在改造前4台除鳞泵均为带电抗器工频发动,尽管如此除鳞水泵电机每次工频发动和喷水除鳞进程时,负载急剧改变发生强壮的冲击电流,对电机转子发生很大的冲击力,使电机内部受损,降低了电机的使用寿命,影响了轧线的正常运转。别的,因为除鳞高压水泵为一直工频运转,在非除鳞阶段经过旁通阀将水流入地沟,无法满意不同钢种除鳞对体系压力和空载状况下流量的不同需求,导致了很多的电能、水资源糟蹋。