0 导言
跟着艺术模型、机械加工、工装模具等工业的飞速开展,对加工设备提出的要求越来越高,雕琢机作为上述工业的重要组成部分也发生了快速的开展。
现在,传统雕琢机体积大、操作杂乱、售价高。不只需求专门的计算机搭载专门的软件,还需求专业操作人员进行操控,并且传统雕琢机首要用于批量出产,关于一些雕琢机爱好者和模具规划师想运用雕琢机雕琢单件自己规划的著作,传统雕琢机专业性强,费用高,不切实际。此外,一些传统的雕琢机运用之前需求人工经过滚动三轴方向的手轮对雕琢头进行开始定位,精度、功率低。还有一些高端雕琢机选用软件对雕琢头开始定位,可是设备贵重。
鉴于此,精心规划了一种迷你数控雕琢机体系。该体系不只操作简略、便利,并且雕琢头开始定位精度准确、功率高。
1 体系的总体规划
为满意该迷你数控雕琢机体系能够在非黑色金属资料上完结图画、文字的雕琢加工需求。规划了一款以ATmega128单片机为主控芯片的雕琢机体系,该体系包含步进电机驱动器模块、LCD12864液晶显现模块、键盘操作板模块、ATmega128单片机最小体系模块、超声波传感器、电源、串口通讯模块等几部分组成。
体系结构框图如图1所示。
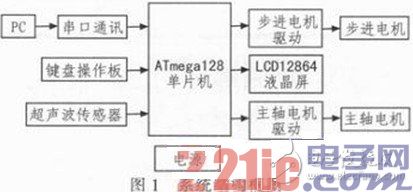
在本体系规划中,选用了ATMEL公司出产的ATmega128单片机作为主控芯片。该单片机归于AVR系列单片机中一种,具有128 kB程序存储器,自带发生PWM波模块,便利对步进电机、主轴电机的操控。其间,PC机用于运用MACH3软件完成待加工物G代码的解说,完成相关数据格式的转化,然后经过串口通讯模块下载到以ATmega128单片机为主控芯片的操控主板里。因为在雕琢机作业之前需求对雕琢头的开始定位,体系中规划了按键操作板,经过对按键操作板上的上下、左右、前后等六个按键的操作即可完结对雕琢头的开始定位,进步了加工功率以及节约资料。体系还规划了LCD12864液晶显现屏,便于对雕琢机在加工时雕琢头方位坐标以及加工用时等参数的调查。对三轴上的步进电机的操控,本体系中运用ATmega128单片机自带PWM模块发生的PWM波对步进电机驱动器的操控,然后完成对三轴的步进电机的准确操控。
2 功用模块挑选
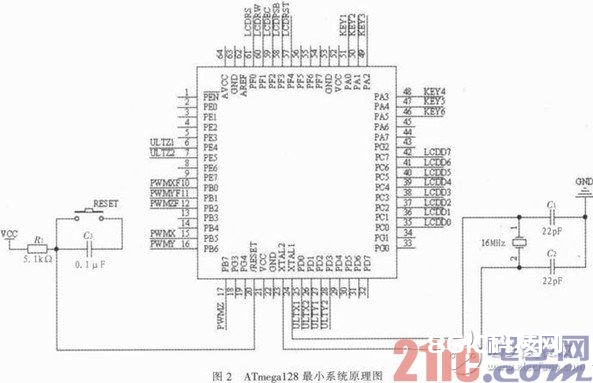
2.1 ATmega128单片机最小体系模块
ATmega128是由ATMEL公司规划的一款8位微处理器,具有128K字节的体系内可编程Flash,53个可编程的I/O口线,满意本规划中许多I/O口的需求,无需再扩展。此外,该单片机还具有六路分辨率可编程的PWM,便于发生规范的脉冲信号。别的还具有六个外部中止端口,可用于防磕碰规划。最小体系原理图如图2所示。
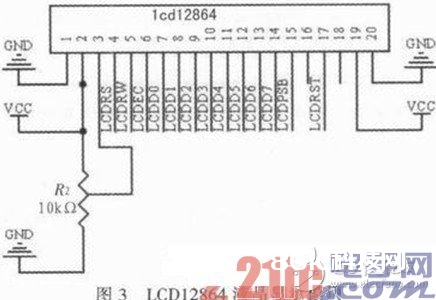
2.2 LCD12864液晶显现模块
为了调查雕琢机在加工时雕琢头方位坐标以及加工用时等参数,本体系规划了LCD12864液晶显现模块。LCD12864液晶显现屏能够显现汉字、大小写字母、其他各种符号等,满意规划要求。本规划中,运用ATmega128单片机来操控LCD12864,其间PC口作为并行数据口运用,向LCD12864并行串口传送数据。PF口作为操控片选、读写、复位、串并数据传送方法挑选运用。LCD12864液晶显现模块如图3所示。
2.3 步进电机驱动模块
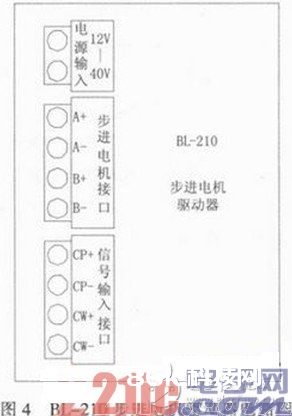
步进电机是一种将电脉冲信号转化为角位移的电磁机械设备,是数控体系常用的驱动履行组件。步进电机必须有驱动器和操控器才干正常的作业,驱动器的作用是对操控脉冲进行环行分配、功率放大,使步进电机绕组按必定次序通电,操控电机滚动。
本体系规划中,运用BL-210作为步进电机的驱动器,该驱动器完成高频斩波,恒流驱动,具有很强的抗干扰性、高频功能好、起动频率高、操控信号与内部信号完成光电阻隔、电流可选、结构简略、运转平稳、可靠性好、噪声小,可带动1.0 A以下一切的步进电机。此外,细分数可选(1/2,1/4,1/8),对应的微步距角分别为(0.9°/STEP、0.45°/STEP、0.225°/STEP)。BL-210步进电机驱动器电路图如图4所示。A+、A-接步进电机A相。B+、B-接步进电机B相。CW-信号传,反之发转。CP-信号操控步进电机的速度,ATmega128单片机发生的PWM波从此端口输入,当PWM波频率高时,步进电机速度较快,反之较慢。CP+、CW+为输入操控信号的公共阳端,都接高电平。
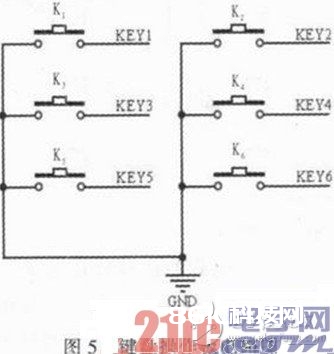
2.4 键盘操作板模块
在雕琢加工之前,咱们都要对雕琢机的雕琢头进行开始定位,使雕琢头处于一个抱负的初始加工方位,这样做的首要的意图是为了节约原资料以及进步加工功率。在本规划体系中,规划了上下、左右、前后等6个按键,这6个按键与单片机的PA口衔接。咱们经过对这6个按键的操作即可完结对三轴步进电机的正回转,然后完结对雕琢机的雕琢头的开始定位。键盘操作板电路图如图5所示。
3 软件规划
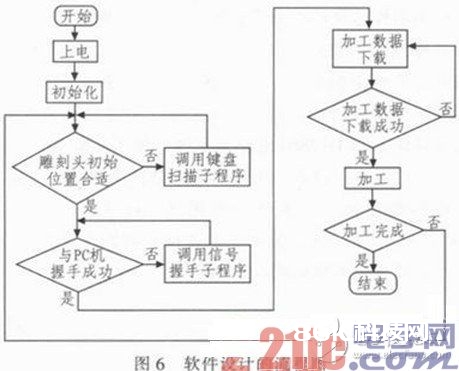
在本体系软件规划中,选用AVR Studio作为嵌入式开发环境,C作为编写言语。AVR Studio集成开发环境包含了AVR Assembler编译器、AVR Studio调试功用、AVRProg串行、并行下载功用和JTAG %&&&&&%E仿真等功用。运用这些功用咱们能够在线修改源代码,并在AVR器材上运转,便利AVR单片机开发者进行开发。C言语作为高档言语的一种,编写程序功率高,易懂。在编写程序中,选用模块化编写思维,整个软件体系由串口通讯模块、PWM波模块、LCD12864液晶显现模块、键盘扫描模块、超声波传感器引起中止等几部分组成。体系软件规划的程序流程图如图6所示。
4 防磕碰规划
实践出产标明,雕琢机在作业中常常会发生磕碰事端。形成磕碰的事端原因有许多,例如上位机发生的G代码不正确、雕琢头开始定位时操作不妥、参数设置过错等。雕琢机一旦发生磕碰,轻则雕琢刀开裂,重则步进电机焚毁,乃至操控主板损坏。这样事端的发生不只会形成不必要的经济损失,还会耽搁作业、出产。因此在操控体系中也有必要规划一种设备,防止这样的磕碰事端的发生。
为了处理上述问题,在本规划中,首要是在每根滚珠丝杠的两头各安装了一个超声波传感器。当三轴方向上的移动渠道快移动到边际处,超声波传感器将会发生一个信号,并将这个信号传递给操控主板,操控主板随即中止发生脉冲信号,步进电机中止作业。
5 结束语
雕琢机作为一种典型机电一体化设备,要求精度高,体系安稳。本方案选用了AVR系列产品中的ATmega128作为该体系的主控芯片,功能安稳,运用便利。本方案中体系的规划按键操作板对雕琢头进行开始定位,便利、高效。经经过对克己的迷你数控雕琢机的试验,操控作用安稳,满意方案规划的需求。