缸体是发动机各个组织和系统的装置基体,其表里、前后、左右、上下布满了空间孔系。发动机内部的运动能够归结为曲轴、活塞、连杆及凸轮轴的联动,发动机各个部件的衔接尺度实践上能够承认由上述几个方面确认。因为曲轴、活塞是装置在发动机的气缸体内,缸体的加工质量显得尤为重要,尤其是其孔系的方位尺度、形位公役更是确保发动机安装与工作寿数的根底。
1 缸体空间孔系方位尺度的丈量基准坐标系的树立
缸体空间孔系的方位尺度及形状、方位公役可在三坐标丈量机上十分便利、方便地丈量。
关于三坐标丈量孔系的方位尺度及形状、方位公役,关键是怎么树立丈量基准坐标系,丈量基准坐标系的树立准则便是有必要与加工基准坐标系统一。只有使检测基准与零件的加工基准坐标系共同,才干确保检测的契合性,才干有用监控零件加工质量。因而,在修改三坐标丈量程序时,应先采测被定位加工基准的丈量元素,经过构建、核算.树立待测零件的基准坐标系,然后依据被测零件空间尺度的检测要求,对基准坐标系进行基准转化如平移或旋转,再采点丈量被测元素,核算点评各个被测元素(如孔)在基准坐标系中方位,最终输出被测元素(如孔)在基准坐标系中的坐标值(X、Y、Z)。假如需求其他的形状、方位公役,仅点评被测元素与基准元素的各种联系即可,然后输出丈量成果。因而,丈量的关键是树立丈量基准坐标系。
1.1三基面系统的树立和表现
如图1,孔的抱负方位便是选用 A、B、C 3个彼此笔直的基准平面定位。这3个彼此笔直A、B、C基准平面构成一个三面系统,常称为三基面系统,它是确认零件上各要素几许联系的起点。三基面系统里,基准平面按功用要求有次序之分,最首要的为榜首基准平面(A),依次为第二(B)和第三(C)基准平面。
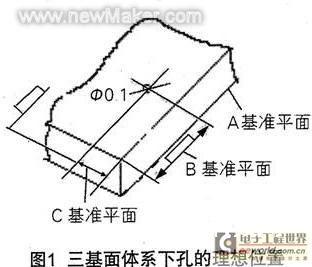
(1)由实践基准外表树立三基面系统
三基面系统的榜首基准是首要基准,榜首基准实践外表A与榜首基准平面的方位联系应契合“最小条件”;在此根底上,第二基准的实践外表B相对第二基准平面的联系应满意最大违背量为最小这一要求;第三基准只需一点触摸即可。在生产中,可选用下述模仿表现办法,即榜首基准的实践外表与榜首基准平面应满意3点触摸;第二基准的实践外表与第二基准平面应满意2点触摸,即第三基准的实践外表与第三基准平面应满意1点触摸就能够了。据此,被测要素在三基面系统中的方位彻底被确认下来,这样在鉴定”定向和定位差错时,能够得到仅有确认的成果。可是,同一个零件因为基准次序确认得不同,被测要素的公役带在三基面系统中的方位也就不同。
(2)由实践基准圆柱外表树立三基面系统
在不同零件的基准系统中,往往既有实践基准外表又有实践基准圆柱外表,此刻实践基准圆柱外表与三基面系统的联系是由两个基准平面的交线构成基准轴线。
当基准轴线为榜首基按时,由三基面系统中的榜首、第二基准平面构成的交线即为基准轴线,可看作两个基准。此刻,抱负最小外接圆柱面容纳实践圆柱面A,第二基准实践外表B与第三基准平面1点触摸。
当基准轴线为第二基按时,则榜首基准的实践外表与榜首基准平面应契合“最小条件”,即应满意3点触摸;第二基准的实践圆柱面被由第二、第三基准平面构成的交线作为轴线的最小外接圆柱面严密容纳。在榜首基准满意最小条件的情况下,因为实践基准要素存在着差错,容纳第二基准实践圆柱外表的最小外接圆柱面与第二基准实践圆柱面只需2点触摸。
富康轿车发动机缸体加工工艺选用的是典型的三基面系统构建加工坐标系。
1.2选用典型加工坐标系,
运用三坐标丈量程序完成批量产品的检测,在进入程序前,先要树立零件当时所在方位的操控坐标系,即在树立零件丈量基准坐标系之前应先手动树立丈量初始坐标系,三坐标便是依据操控坐标系寻觅被测孔或其他要素所在方位来完成零件丈量基准坐标系的主动丈量,依据主动丈量的元从来树立零件丈量基准坐标系,从而完成被测孔或面的主动丈量或点评。操控坐标系的树立准则便是让所检测的零件与操控坐标系的方位相对不变,或位移很小,因而应找那些加工光亮的面或孔,假如是毛坯,应运用丈量支架,将操控坐标系建在丈量支架上,作为批量检测的操控坐标系。下面首要叙述零件丈量基准坐标系的树立。
(1)OPl0定位基准加工选用的基准坐标系
a.定位与夹紧
缸体定位基准的加工是以缸体毛坯作为定位基准来加工的,因为毛坯定位的特色,为了确保加工精度有必要运用专用工装夹具,将基准坐标系树立在专用工装夹具上。定位与夹紧如图2。
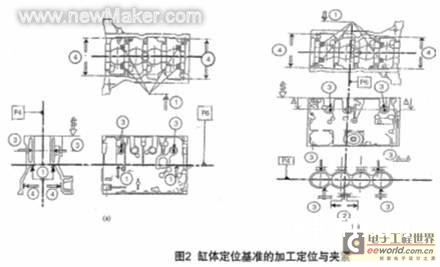
b.零件丈量基准坐标系的树立缸体在三坐标大理石平板上的放置办法为OPl0支架左丈量面同X轴平行正放在大理石平板上,缸体自由地放在支架中的①的4个支承点上,靠④、③的各4个支承点夹紧。缸体OPl0定位基准加工选用的基准坐标系树立办法及过程如下。
·在OPl0支架的左丈量面丈量一个平面。
·在三坐标大理石平台上丈量一个平面。
·在缸体右旁边面第三清砂孔两边各采1点,核算出中点。
以大理石平台上丈量的平面的法线建第1轴即为Z轴,设置Z轴的坐标偏置为Z=301.968,这便是P6面;以OPl0支架的左丈量面丈量的平面的法线建第2轴即为y轴,设置 y轴的坐标偏置y=-179.797,这便是P4面;三坐标丈量机主动生成X轴,将X轴的0点清在第三清砂孔中点上,这便是P5面。
这样,缸体OPl0定位基准加工丈量用基准坐标系就树立好了,彻底同加工基准坐标系共同,其他加工的孔、面的方位丈量只是经过元素收集、点评就可很精确地丈量出来。
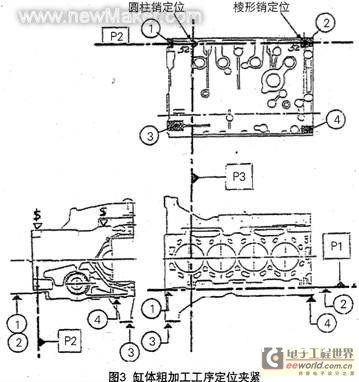
(2)OP20\\OP40\\OP50\\OP60\\ OP90\\OPl20粗加工工序所用坐标系
a.定位与夹紧
缸体粗加工工序所用坐标系选用一面两销,即旁边面一空间抱负平面P1+1只圆柱销52①+1只菱形销52②。定位夹紧如图3。