0 导言
跟着配备业及相关工业的不断发展,数控机床加工在生产中的位置不断添加,对机床功能要求也在不断提高。在一台四轴数控铣床的规划进程中,用户要求用三种液体加热后对所加工的零件进行外表处理,三种液体不只都有沮度要求,并且每一种液体在处理进程中沮度还有改变。假如沮度达不到要求,机床加工暂筹等候。液体加热装里由用户供给,该设备加热由电位器调理,电压越高其液体沮度也越高。本文根据KND数控体系K1000M4i为操控软件.与台达DvP-20Ex的PLC成功衔接,规划了一套四轴三联动的嵌入式数控体系,该体系不只具有开发周期短、本钱低,可靠性高,实时性强等长处,并且具有很好的可移植性,对研讨新一代数控体系有活跃的推进作用。
1操控体系的结构
K1000M4i数控体系只需一个模仿且输出端,用于主轴电机变频器的频率操控。该模仿量的改变由数控体系的S指令生成,经过数控体系内部运算转化后输出0到10V直流电压或正负10V直流电压,当变领器接收到该模仿电压后就操控电机的转速。数控体系经过其界说的参数设叉电机转速的规模。数控机床规划人员无法对其作操控。可编程逻辑操控器(简称PLC)的操控办法就十分灵敏,不只能够处理开关量,也能够处理模仿量.并且模仿量能够为电压方法也能够为电流方法.可由规划人员对其作各种操控。
数控体系与PLC处理开关量的办法基本上迥然不同,都是以布尔代数为运算根底,仅仅言语方法和指令代码有差异。但数控体系没有摸拟量的处理指令,它除了一个用S指令生成的模仿量外再没有其它的模仿量输入输出接口了,所以它不需求那些处埋模仿量的指令。
在数控机床的运用中尤其是一些特别的专用机床中就需求处理模仿量。把数控体系与PLC组合起来操控专用机床中的模仿量,只需运用得好,就能抵达十分好的作用,并且还节约本钱。
显示屏或触摸屏作为PLC的上位机,能够完成人机对话.且通讯方法也十分友爱。数控体系有自己的显示屏、开关贵、模仿量、指令解说、运动轴操控等模块,经过数控指令完成人机对话。因而数控体系欠好与其他操控体系如PLC相衔接,数控体系的显示屏也不可能向PLC敞开。因而二者的衔接方法就十分重要了,也是专用机床中处理模仿量的胜败之要害。
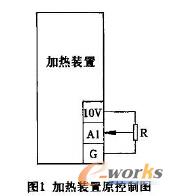
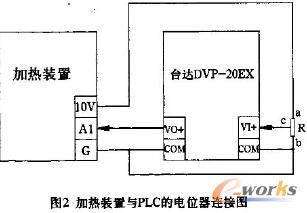
咱们用国产KND的K1000M4i数控体系与台达DVP-20EX的PLC就成功的将二者衔接了。KND数控体系作为上位机,用M指令操控PLC的模仿量的处理。KNDK1000M4i数控体系原有的输入输出接口即nIlDO点已用于数控铣床自身的操控了,没有剩余的DI/DO点,所以咱们就添加一个KND的扩展I/O模块,将扩展I/O模块的输出点与台达PLC的输入点相衔接,台达PLC的输出点与扩展I/O模块的输入点相衔接,两边均运用直流24V电源。再相加热设备的电位器接到PLC的一组模仿量输入端,考虑到二者的等电位性质,电位器电源取自加幼设备,PLC的一组模仿量输出端接到加热设备电位器取样端。如图1,图2所示,三种液体加热装翔接线均一样。
2 操控体系软件图
在数控体系中开发一组不常用的M指令来操控台达PLC,台达PLC再操控加热设备。
M50指令A液体加热敞开
M51指令A液体加热封闭
M52指令A液体出液敞开
M53指令A液体出液封闭
M54指令B液体加热敞开
M55指令B液体加热封闭
M56指令B液体出液敞开
M57指令B液体出液封闭
M58指令C液体加热敞开
M59指令C液体加热封闭
M60指令C液体出液敞开
M61指令C液体出液封闭
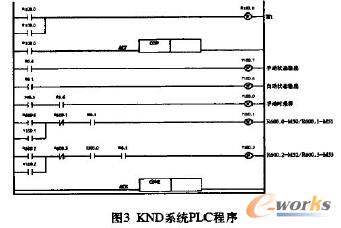
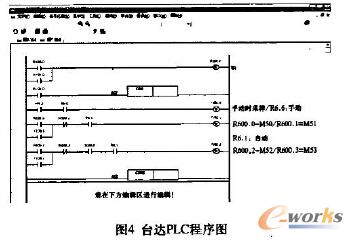
首要界说KND数控体系参数号113=32,114=32, 117=100, 118=100。其含义为扩展I/O模块愉人地址为32点,输出地址为32点,输入首地址号为X100,输出首地址号为Yzoo。其次在KND数控体系的PLC(与上述PLC不同,专指数控体系的软件修改)程序中先生成M50到M61的指令,然后编写KND数控体系的PLC程序,如图3所示,以A液体为例。再编写台达的PLC程序,如图4所示。
3 体系的作业进程
其操控进程如下:
1)在手动状况下,操作员调理电位器,使其抵达设定值后,手动按下KND数控体系操作键盘左面一个空白键(X45.6 ),该键在本机床中被界说为电压采样键。KND数控体系将Y100.0置1,此刻台达PLC设备的X0被置1,台达PLC对轴入电压进行采样并可坚持回忆住,即永久回忆模仿量输入端的电压值只到有改变停止。
2)在程序运转状况中,当零件程序履行到M50时,KNS数控体系将Y100.0置1,台达PLC的输入点X1被里1,此刻台达PLC按回忆值输出电压模仿童到加热装盟。加热设备开端加热,当温度抵达时,加热设备的一个开关量信号使台达PLC的抽入点x2被置1,其翰出点Y0里1。台达PLC的翰出点Y0置1又使KND数控体系的X100.0被置i。当零件程序履行到M52时,体系检橄到X100.0为1时.将Y 100.2置1,驱动一个沟通接触器动作,将A液体泵出。当A液体作业完成后(零件程序用GU4暂停处理),就履行M51 M53封闭加热与封闭泵出。
4 定论
KND数控体系作为上位机,很好地操控了台达PLC的动作,台达PLC又能很好地操控加热设备的动作,因而它们的人机对话操作界面十分友爱.整个进程操控由生产厂家处理好,用户只需求记住12个M指令依照加工工艺编写零件程序即可。
当然一些高级数控体系能够处理模仿量,如西门子的840D,就能自带模仿量的输入输出模块,用它们完成上述操控也很简单,但本钱要高得多。