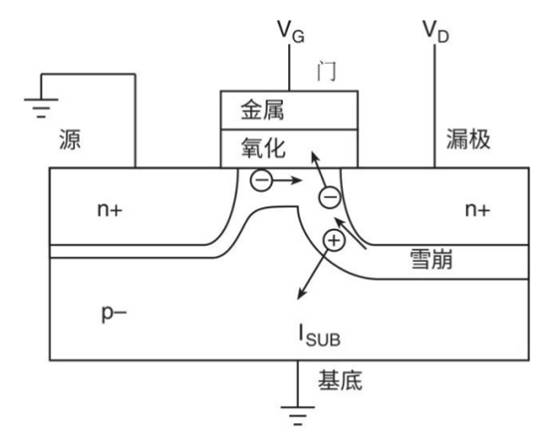
刀具的磨损程度对切削进程和零件加工质量有着直接影响,所以刀具磨损的研讨一向遭到国内外学者的注重。传统的离线静态检测刀具磨损办法能够精确地丈量出刀具的磨损程度。可是,跟着CNC,FMS等现代加工办法许多使用,这种静态丈量办法已无实践使用价值。现代加工办法要求有必要能在线检测刀具磨损,特别针对难加工资料切削。例如钛合金攻丝,丝锥的耐用度很低,其磨损程度直接决议丝锥的扭断和加工零件的作废,因而,丝锥后刀面磨损到达磨钝规范前有必要能够被检出。在线检测刀具磨损的办法许多,如声发射法、振荡法等,可是使用切削力检测比较活络和简单完成,因而得到广泛使用。曩昔切削力检测时一般选用静态切削力检测法,实践使用中其活络性目标不行抱负。动态信号反响活络,包含着比如刀具磨损、加工体系动态特性等信息,在现代检测技能中占有重要方位。本项研讨结果表明,将其使用到检测振荡攻丝丝锥磨损是可行的。
1 动态切削力信号剖析原理

图1 振荡攻丝扭矩


依据维纳-辛钦联系式,动态切削力自功率谱Sx(jw)为


依据巴什瓦定理,时域内的总功率与频域内的总功率满意下列联系式,即


综上所述,得到动态切削力信号功率谱能够通过两种途径:一种是求信号的幅值谱;另一种是求信号的自相关函数,然后求其功率谱。实践使用中选用核算机剖析,通过采样将切削力信号离散化,用时序办法得到其功率谱。
2 实验装置
实验装置组成原理图如图2所示。切削力(攻丝扭矩和轴向力)通过四向精细测力仪丈量,切削力信号通过动态应变仪扩大后,一路通过X-Y记载仪记载,另一路通过抗频混滤波后送核算机数据收集与剖析体系,得到动态切削力的时域信息,将时域样本记载进行FFT处理,得到相应的频域特性,即动态切削力信号的功率谱,并通过打印机记载。
图2 实验装置组成原理图
实验的意图是研讨在频域内动态切削力随丝锥磨损的改变规则。实验条件如下:机床:作者研发的数控振荡攻丝机床;丝锥:M3mm×0.5 mm,高速钢资料,通过修磨,2级精度;工件资料:钛合金TC4,供给状况,棒材;工件底孔:φ2.6 mm×15 mm,通孔;切削液:自配;光滑办法:浸泡;振荡攻丝转速:39r/min;振幅:0.275 mm;频率:8.2 Hz;振型:22-3-8-5。
实验中其间一只丝锥共攻出16个孔,丝锥阅历了初期磨损、正常磨损和剧烈磨损阶段,最终呈现攻丝进程不平稳,发生显着振荡。攻第16个孔时,攻丝进程中呈现抱锥,间歇切削,即丝锥时转时停,后刀面磨损值达0.27mm,呈现刀齿部分细小崩刃,有两个校对齿彻底崩掉,失掉切削才能。图3为攻第2个孔时,动态攻丝扭矩的时域图(a)和频域图(b)。

图3 动态攻丝扭矩时域图(a)和频域图(b)
表1 首要峰值频率功率值
| 攻丝个数 | 频率5 Hz 左右功率值/V | 频率350 Hz 左右功率值/V |
| 1 | 0.229 9 | 0.102 9 |
| 3 | 0.293 8 | 0.098 2 |
| 7 | 0.308 3 | 0.110 4 |
| 10 | 0.332 9 | 0.135 2 |
| 14 | 0.434 0 | 0.158 5 |
| 16 | 0.277 8 | 0.408 3 |
4 结束语
刀具磨损的在线检测在现代加工办法中日益重要。振荡攻丝中,攻丝扭矩动态信号首要峰值频率功率值与丝锥磨损存在着显着的改变规则,且功率谱图中首要峰值频率少,能够在工程中使用首要峰值频率的功率值实时检测刀具磨损。(end)