1 概述
螺杆式塑料打针成型机从上世纪50 时代推出,至今已有50多年的前史。现在,在工程塑料加工业中,80%选用打针成型。其工艺进程是塑料颗粒(ABS,聚乙烯,改型聚苯乙烯等)在注塑机料筒内通过多段加热器加热融蚀后,经螺杆拌和增压后打针入模具腔内,保压冷却成型,完结一个工件的加工进程。关于塑料加工,注塑机完好的工艺流程为,合模—锁模—打针—保压—冷却—脱模—开模。其间保压和冷却,脱模和开模是一起进行的,即保压进程中,模具在通水冷却;在开模的进程中,模具内的脱模顶针由隐蔽处逐步伸出,使附注在模具上的工件掉落, 开模到位后一个加工进程完毕。不管大、中、小型注塑机,其工艺流程都是相同的。现在绝大多数的注塑机都是液压传动的注塑机,以上的工艺动作进程所需求的动力,均由液压体系中的油泵供给,油泵又有变量泵和定量泵之分。在注塑机作业时,一个作业周期中各个工序的负荷改动很大,液压体系所要求的流量和压力是不同的,出产油泵时现已考虑了这种改动,当液压体系需求的流量和压力改动时,油泵的供油量自动地增大或减小,这种油泵便是变量泵,不需求再用变频器进行调速操控。广泛运用的另一种油泵是定量泵,它的供油量是稳定的,注塑机作业进程中流量和压力的改动是靠流量比例阀和压力阀来调理的,剩余的油量经溢流阀流回油箱。这样,加重了阀门和油泵的磨损,形成油温升高,电机噪声过大。别的,从注塑机的规划看,通常在规划时油泵都要留有余量,一般考虑10%~15%,但油泵的系列是有限的,往往选不到适宜的油泵类型时就往上靠,存在严峻的“大马拉小车“现象,形成电能的很多糟蹋。因而,对定量泵的注塑机进行变频调速改造,节省电能,进步经济功率具有重要的含义。
2 注塑机节能剖析
依据注塑机的工艺进程,画出体系油压p 与时刻t的联系图,如图1 所示。
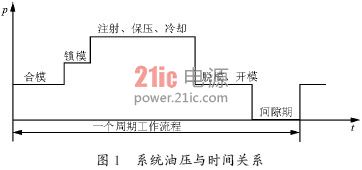
由图1 可见,合模和脱模、开模体系所需油压较低,且时刻较短;而打针,保压,冷却体系所需油压较高,且时刻较长,一般为一个作业周期的40%~60%,时刻的长短与加工工件有关;间歇期更短,这也与加工工件的状况有关,有时能够不要空隙期。图1 仅仅一种简略的近似表明,实际上,假如打针的螺杆用油马达驱动,打针时的体系油压会高一些。注塑机加工工件的分量,从数十g 到数万g 不等,最大注塑机已到92 000 g。因而,注塑机就有中型、小型和大型之分,加工数十g 的小工件和加工数kg 的大工件所需的一个周期的时刻也是不相同的;便是对同一台注塑机,加工工件的质料不同,各段工艺流程中所需的压力和时刻也是改动的。这些工艺参数的设定,是由现场技术员依据经历数据和实验的状况拟定的。
从图1 可见,一个周期的作业流程中,负载的改动导致体系压力改动比较大,但油泵仍在50 Hz运转,其供油量是稳定不变的,剩余的液压油经溢流阀流回油箱,做无用功,白白地糟蹋了电能。对油泵进行变频调速,将定量泵改动为相似变量泵的特性。体系所需压力较高时,油泵电机50 Hz 运转,所需压力较小时,变频器降频运转。电机输出的轴功率与油泵的出口压力和流量的乘积成正比,油泵电机转速下降后,输出轴功率下降,就能够到达有用节能,一般节电率在20%~50%。
3 注塑机变频节能调速改造计划
运用液压体系的注塑机,有立式和卧式之分。
数十g 的立式注塑机,油泵选用一个齿轮泵,电机的容量较小,电气操控电路也较简略。改造时,将变频器接入电机的供电回路,再将流量比例阀的信号(0~1 A),变换为4~20 mA 或0~10 V 信号送到变频器的相应端口上,这样,跟着加工进程的改动,液压油的流量也在改动。一般来说,取相对值改动较大的流量信号作操控信号较好,操控信号改动对变频器频率调理的规模大一些;而压力信号相对值改动较小,对变频器频率调理的规模小一些。假如变频器频率调理的规模不能满意工艺要求,可用变频器的“频率增益”功用来调整。假如运用期望森兰BT40S 变频器的功用码F27,频率增益的调理规模为50%~200%。注塑机专用变频器便是在通用变频器的根底添加了0~1A 信号转化环节,运用起来更便利些。
60 g 以上的都是卧式注塑机,60 g~500 g的注塑机,有的是一个油泵,也有的是两个油泵。其间带有一个油泵的卧式注塑机的改造和立式注塑机的改造是相同的。仍然是从流量比例阀取出0~1 A的信号作为变频器的速度调理信号,尽管速度调理信号是由液压回路元件反应到变频器,但调理回路中没有给定信号,因而操控仍是归于开环操控方法。也是由于节能的原因,大中型注塑机的油泵或许不止一个,如三菱850-MM、1300-MM、1800-MM、2000-MM 注塑机均有3 个油泵。
对应注塑工艺流程,在合模阶段,所需的体系压力较低,这时只需1# 油泵作业,到锁模阶段所需的体系压力较高时,2#油泵再投入作业,在打针阶段所需的压力最高,3台油泵一起投入作业,脱模开模所需的压力较低,再别离中止3#,2#油泵作业。只需开机,1#油泵就一向运转。用3台小油泵按不同的工艺阶段连续作业,比用1 台大泵一向在运转要节能。具有两个以上油泵的注塑机怎么改造?
这儿以三菱1800-MM 注塑机的改造为例加以阐明。三菱1800-MM 注塑机有3 个45 kW 油泵电机,用1 台变频器驱动1# 油泵电机,变频器的调理信号取自注塑机流量比例阀,这样,此变频器的频率就随注塑机液压油的流量的改动而改动。别的两个油泵电机,能够别离用两台变频器驱动。不过这两台变频器对电机不进行调速,只作两位式的操控,即起动和中止。操控变频器的起动和中止信号,取自于本来该油泵电机的起动和中止信号。
变频器的上限频率设定在50 Hz 以下,详细设定值与加工的工件尺度,资料,料筒的温度等要素有关。假如变频器运转频率低于50 Hz,就能够节能。实际上,注塑机在规划时都留有余量,所以加工工件尺度,资料的改动所需的油压也要随之改动。假如打针的压力过大而锁模力缺乏,会使工件呈现飞边;若打针力缺乏,模具腔内塑料会注不满,工件作废;保压力缺乏时,工件中塑料比较厚的当地会呈现缩短。本例两台变频器的运转频率为37 Hz,注塑机的节能率达23%。
4 留意事项
4.1 变频器的选型
注塑机的油泵遍及运用的是叶片泵和柱塞泵,机械特性为恒转矩,所以选用具有恒转矩特性的变频器,V/f操控或矢量操控变频器均可,也可选用注塑机专用型。考虑到注塑工艺各阶段的时刻有必定要求,变频器的加快和减速时刻要短,一般为1 s,这样变频器的容量就要恰当加大。依据经历,矢量操控变频器选大一档,V/f 操控的变频器会选得更大一些。为防止过载烧电机,调试变频器时,留意设定好电子热继电器功用。
4.2 备用体系
注塑机进行变频节能改造时,保存原有的工频起动回路作备用,这样一旦变频器有毛病,还能用工频起动油泵电机持续运转。
4.3 变频器对注塑机数字外表的搅扰
现在在注塑机上广泛运用的是交-直-交变频器,其输出电流中含有谐波成分,或许会对注塑机发生搅扰,最易受搅扰的是温度操控外表,因而,在装置变频器时需求留意:
1)变频器需加装输入和输出电抗器;
2)为了防止彼此形成搅扰,引进变频的操控线要作屏蔽处理,最好选用4~20 mA电流信号;
3)变频器机壳要牢靠接地;
4)变频器装置在注塑机内部时,特别要重视通风散热问题。
4.4 电机转速下降后的温升
电机用变频器驱动后,温升会添加10%,电机速度又下降后,自带的风机转速变慢,散热功率减低,温升还会添加;可是,考虑到油泵是间歇作业的,温升也不会添加多少。在咱们做过的注塑机改造中,有的在电机上加了恒速风机,有的没加,所以加不加恒速风机,要依据电机作业时的温度来决议。
5 结语
对注塑机进行变频调速,首要的意图在于节能。从小型,中型到大型注塑机都能够加装变频器进行节能改造。改造之初,涉及到节能功率的预算。注塑机节能首要与注塑工艺进程相关,要做出一个精确的核算比较困难,一般来说,通过改造,一个油泵电机的注塑机节能在30%~50%之间,多个油泵电机的注塑机节能在15%~30%之间。别的,油泵速度的下降减少了机械的磨损,直接的经济效益也不行小视。