1、导言
研讨和寻觅集成电路引线焊接质量的无损检测办法一直是咱们所关怀的问题。传统查看焊接质量的办法是用机械力推(或拉)动测验,但它已不习惯输入/输出端点多达300个以上,引线距离小于0.1mm的集成电路引线焊接质量的检测,且检测为破坏性,不足之处清楚明了。激光扫描声学显微镜(简称SLAM)作为一种超声无损检测新技能,因为能给出被测物体内部结构的声显微图画,反映出被测物体的机械弹性参数散布,故使用广泛。本文剖析了SLAM用于集成电路引线焊接无损检测的一些规划参数和技能指标,通过对咱们已有的国内首创的SLAM试验体系的改造,对一些集成电路引线焊接进行了模仿性试验并探测到焊接质量的缺点。
2 SLAM体系的作业原理
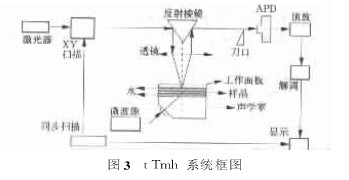
SLAM的要害部分如图1所示。声换能器将微波转变成声波,该声波通过多层媒质抵达作业面板的下外表构成动态波纹。聚集的激光束在该面上作二维扫措时,反射光为受声动态波纹调制的角调制光束,用刀口技能进行调停,就能在显示屏上取得声像。

SLAM体系抱负状况应在0≤θ≤90°之间没有零点呼应,以便恣意视点入射的超声波都可穿透被测样品抵达作业面板的下外表。在放置集成电路样品之前,而且疏忽声学室外表的反射,依据挑选的聚苯乙烯资料的声参数,可给出SLAM体系的呼应特性如图2所示。
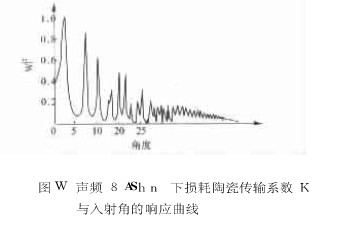
一旦把集成电路样品放入SLAM体系中,此刻,超声波入射角的挑选除考虑SLAM体系呼应特性外,还考虑集成电路样品放入后对整个体系声波传输特性的影响。对用于集成电路制造的典型陶瓷资料,其传输系数与入射角的联系曲线如图3所示。
由以上剖析,超声波入射角的挑选应一起考虑到SLAM体系呼应特性和被测集成电路样品资料的传输特性,以期取得最佳呼应。
3 SLAM体系设备与试验
依据被测集成电路样品参数,挑选SLAM作业于76MHz并对微波源、声换能器、透镜焦距、预放及解调电路等做相应的改造,其实践SLAM体系如图4。
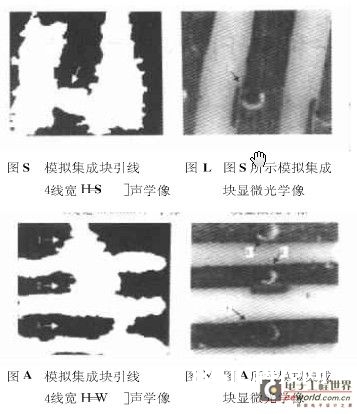
试验用模仿集成块的制造是在陶瓷基片上选用点焊的办法焊接不同尺度的金属带状引线而成。为了探测到焊接质量的好坏,咱们有意焊接了一些有缺点的点,但通过人眼及光学显微镜,从外表并不能发现缺点地点。下面给出模仿集成块的SLAM声学像(经计算机处理)以及显微光学像,如图5、6、7、8所示。
上面图中箭头所示为焊点方位。由图5声学像可清楚地看到,金属引线与陶瓷基片上的电极彻底相连,整个焊点内没有空气空隙。图7和图8分别是具有三个焊点的模仿集成块的声学像和光学像。从图8光学像看不出焊点质量好坏,但从图7声学像可知焊点1大部分焊接上,焊点2悉数焊接上,焊点3只需一小部分焊接上。
4 定论
归于无损检测的SLAM可以取得高分辨率的集成电路引线焊接声显微图画,反映了SLAM扫描范围内集成电路的焊接结构,只需有裂缝、气泡、脱层等,就会在声显微图中反映出来。实践丈量中还应留意依据被测目标挑选合造的声波入射角、声换能器输入功率以满足要求。整个作业为SLAM实践使用于%&&&&&%引线焊接质量的无损检测打下了根底。