1 、导言
共同的造型和美丽的线条是轿车制作业车型日益多样化的杰出特色。设计师期望满意驾车人的希望,但在将这些希望化为实践的进程中面临着许多问题,例如技能杂乱性的进步与本钱和时刻压力不断添加间的对立,因而改进出产办法比以往任何时候都更重要。约翰内斯·海德汉博士(我国)有限公司(以下简称海德汉)立异的处理方案,在模具制作范畴能协助用户进步功率和简化操作,使模具到达更高的加工速度和更好的外表质量。
海德汉iTNC 530数控体系是一种适用于铣、钻、镗床和加工中心的多功用概括加工数控体系,被广泛应用于高精细、高速、多轴型复合机床,此类机床正是大型精细模具加工的需求地点。
2 、iTNC530数控体系的智能加工功用
2.1 DXF转化东西
模具加工中精确的曲面加工是保证概括精确的要害,大型模具的加工进程根本都是主动进行,但也常常需求编程部分从头编制部分加工程序,这就需求长时刻中止加工。在修正概括的进程中,常常需求用另一把刀具修正概括的特定部位,这就需求调整CAD/CAM体系生成的相应程序,再生成一个较短的新程序。
运用海德汉iTNC 530 体系中的DXF 转化东西,能有用防止停机等候程序的现象,如图1所示,经过图形显现,用户能交互挑选CAD/CAM体系生成的刀具途径。所选的概括部位可在数控体系中被快速保存为一个独自加工的程序。该功用可为用户节约许多的程序等候时刻,还能够对程序进行部分修正。

图1 经过DXF导入功用主动生成程序
2.2 大局有用参数设置
工件部分加工触及许多环节,为进步工件质量和加工速度,需求对程序修正一些参数,例如进给速率、坐标偏移量等。因为数控体系难以从头启动加工程序,有必要从起点开端查看悉数已履行的程序。在数控体系中,修正大型工件加工程序会遭到体系处理才干的约束而耗费宝贵时刻。对大局有用参数的设置,能够快速调整NC数控程序,使其契合机床装备状况,有用防止不必要的过失和缩短中止时刻,如图2所示。
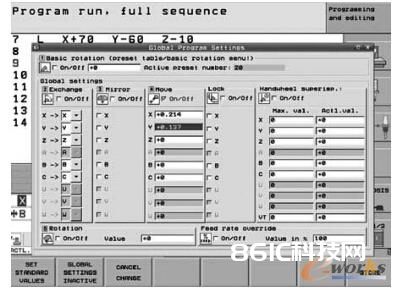
图2 大局有用参数设置
2.3 手轮叠加运动
在大型精细模具加工中,操作人员有时需求直接操控主动加工进程。图3所示为运用HR550FS无线式手轮在歪斜作业平面上干涉程序运转的相片。开端前,首先在大局程序参数设置中界说所需的轴和叠加运动的规模。在歪斜体系中,手轮叠加运动也相同安全和易于运用。

图3 运用HR550FS无线式手轮在歪斜作业平面上干涉程序运转
2.4 运动操控
模具加工中曲面加工多选用CAD/CAM软件生成曲面加工程序,许多的直线插补程序段间的过渡是个扎手的问题,iTNC 530数控体系能主动完成程序段间的滑润过渡,使刀具尽可能以安稳的进给速度在工件外表上运动。该数控体系能坚持较高的进给速度与精确的刀具方向操控间的和谐,并答应用户经过简略的循环直接影响加工速度与概括公役的比例联系,如图4所示。[page]
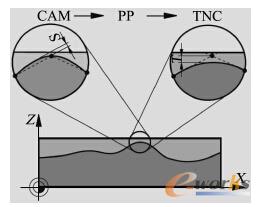
图4 概括公役操控
该数控体系的程序段滑润过渡功用,可满意CAD/CAM体系生成的NC数控程序的工件外表质量要求。刀具沿概括运动时,iTNC 530数控体系会考虑实践刀具长度和半径与界说值间的差错,这就防止了后处理器的二次核算,这个功用在夜班中编程部分无人上班时便比较有用。刀具快速反向运动会导致机床振荡,使刀具与工件间的途径差错加大,iTNC 530数控体系的运动操控功用可有用防止这种差错,保证其不超越所设置的概括公役(包含运动途径忽然改动时),图5所示为典型的模具类短直线段插补程序。
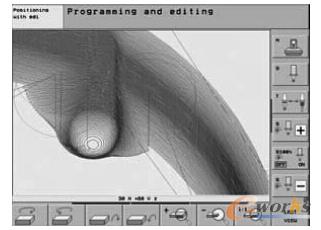
图5 典型的模具类短直线段插补程序
2.5 动态磕碰监控
多轴机床的杂乱运动、快移速度和加快度的日益进步使机床操作人员很难猜测轴的运动。动态磕碰监控(DCM)能将机床运动部件的几许尺度和运动联系集成入iTNC 530数控体系,实时监测机床丈量反应原件的方位,具有防止刀具与机床运动部件间或刀具与夹具磕碰的功用。iTNC 530数控体系检测到刀具可能发生磕碰风险时,将中止轴运动并显现报警信息,如图6所示,有利于防止机床损坏及糟蹋停机等候时刻,使无人值守换班出产更安全、更牢靠。
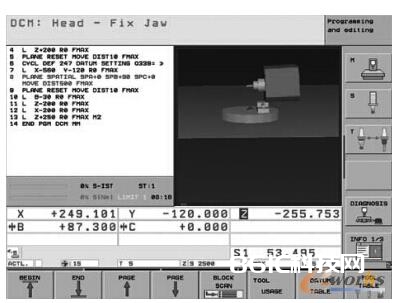
图6 机床动态磕碰模型与磕碰报警信息界面
3 、加工精度智能操控
3.1 KinematicsComp补偿机床几许差错
因为工件公役要求日趋严厉,对机床的要求也越来越高。但在机床出产和机床结构设计中不可防止地存在许多差错,例如依据ISO230-1规范,直线轴有6类差错,反转轴的差错品种更多,并且机床轴越多,差错源就越多。处理这些问题触及的作业量巨大,特别是五轴加工或有平行轴的大型机床加工。机床制作商经过运动特性模型描绘的机床自由度和反转轴方位,曩昔只能用机床几许名义尺度确认,现在经过KinematicsComp功用,能将一切轴的实践特性悉数整合在运动特性模型中,乃至能够界说与方位相关的温度补偿。补偿这些差错所需的丈量办法已用于机床丈量的校准进程中,例如经过机床扫描体系履行这种使命,可高精度地丈量刀尖的空间方位差错。
3.2 KinematicsOpt校准旋转轴定位差错和空间漂移
机床只要精确地操控旋转轴运动导致的坐标改动,才干保证加工工件的高精度。用四轴或四轴以上机床进行编程时,歪斜面加工是编程人员的要点。iTNC 530数控体系的PLANE功用可满意这种需求。编程人员难以猜测机床各轴的实践运动,而数控体系能核算工件坐标系的相应改换,并要求轴进行相应运动。图7所示为体系操控旋转中心与实践旋转中心的差错导致的歪斜方位差错。
KinematisOpt功用的根本原理为:选用海德汉TS740高精度3-D触发式测头,精确丈量多个旋转轴方位处的高精度规范球的球心方位,如图8 所示。依据需求,KinematicsOpt能主动优化被测轴,主动进行机床参数的修正。KinematicsOpt丈量时刻需求数分钟,操作人员能够从头校准机床,假如基准球永久固定在机床作业台中,它乃至能够在2个独立的加工进程间主动履行这个丈量使命,因而能保证大批量和单件出产产品质量的高度安稳。
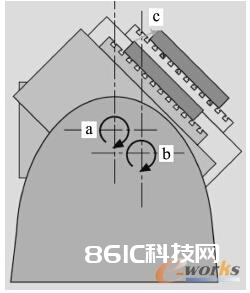
图7 体系操控旋转中心与实践旋转中心的差错导致歪斜方位差错
a.数控体系的操控中心b.旋转轴的实践反转中心c.歪斜导致的方位差错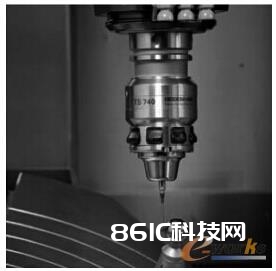
图8 海德汉TS740高精度测头与规范球
大型铣床依据不同的加工使命,需求常常替换不同的铣头,因为每个铣头的尺度不同,数控体系核算时有必要考虑机床运动结构链的差异及铣头间的彼此方位联系。iTNC 530数控体系能够保存多套运动尺度差异数据,假如铣头尺度改动(如铣头发生磕碰或受温度影响),操作人员可自行用Kine?maticsOpt功用校准铣头。KinematicsOpt还能丈量机床部件的漂移,并将数据保存在数控体系中,可简略地补偿漂移,而无需对加工程序做任何改动。[page]
4 、加工进程自习惯操控
机床用户为进步机床出产功率,需求更快的进给速率和更大的加快度,这种高速运动使机床结构易于发生机械振荡,所发生的共振效应又经过方位和速度操控单元进入体系,严重影响数控体系正常作业。机床结构的共振特性与许多要素有关,例如机床轴在加工区域内的方位,机床作业台的停止负荷或机床轴的机械衔接方法。
4.1 受力自习惯操控(LAC)
旋转作业台机床的动态特性与负载的工件质量或惯性矩有关。受力自习惯操控(LAC)功用用于使数控体系主动确认工件的当时质量、惯性矩和摩擦力。自习惯前馈操控功用可检测加快度,坚持扭矩、静摩擦和高轴速时的摩擦力数据。工件加工期间,数控体系还能接连调整自习惯前馈操控参数,以习惯工件的当时质量。
4.2 相关机床轴的方位差错补偿(CTC)
在模具类零件高速加工进程中,短直线段的插补使机床处于频频的大加快度加工进程,机床结构因受力加大而发生弹性变形,导致刀具中心点(TCP)偏移。除轴向变形外,机械轴的大加快运动也导致机床轴在与加快度笔直的方向变形。假如机床轴的受力点不在重心线上,在制动和加快期间将形成机床轴歪斜,这时该问题将愈加杰出,导致刀具中心点(TCP)在加快轴和横向轴方向的方位差错与加快度巨细成正比。若经过刀具中心点(TCP)丈量找到动态方位差错与机床轴加快度的函数联系,CTC伺服操控功用便可补偿这个与加快度有关的差错,防止对工件外表质量和精度形成负面影响。图9显现了无CTC和有CTC的状况下,机床轰动对工件外表的影响。
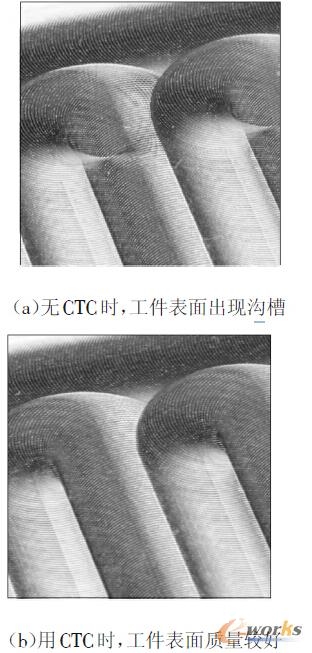
图9 机床轰动对工件外表的影响
4.3 方位自习惯操控(PAC)
机床的动态功用依据机床轴在加工区域中的方位有不同的体现,它可能会影响伺服操控体系的安稳性。为最大极限地进步机床动态功用,可经过方位自习惯操控(PAC)功用依据机床地点方位修正机床参数。此外,经过界说与方位相关的过滤器参数,能够进一步进步伺服操控体系的安稳性。
5 、结束语
海德汉iTNC 530数控系被广泛应用于模具制作,特别是大型精细模具制作中。跟着核算机与电子技能的开展,体系除具有优异的插补操控算法、友爱的机床操作等根本功用外,还要点在客户感触、智能精度操控、加工进程自习惯操控等方面加大了开发力度,使得体系在大型精细模具制作进程中愈加牢靠、精确。