一、导言
主动化制作体系是指在较少的人工直接或直接干涉下,将原材料加工成零件或将零件组装成产品,在加工进程中完成办理进程和工艺进程主动化;根据监控组态软件、监控工业核算机、可编程操控器、智能仪表、散布式操控体系和现场总线操控体系的主动化已成为现代工厂的技能支柱,并在国内外的现代化出产线广泛应用。
二、智能进程办理和操控
2.1 体系介绍
根据紫金桥监控组态软件体系及办理体系由核算机、可编程操控器、检测传感器、电机操控中心组成。体系选用RS-485长途测控体系结合传统的散布测控体系特色,电脑作上位机,PLC、电子流量计、称重模块作下位机。主机的RS-232串口经外插式RS-232/RS-485转换器变成RS-485数字信号总线,上位机和下位机经过RS-485数字信号总线进行串行通讯,使整个出产线处于核算机操控和办理下。
2.2出产操作办理
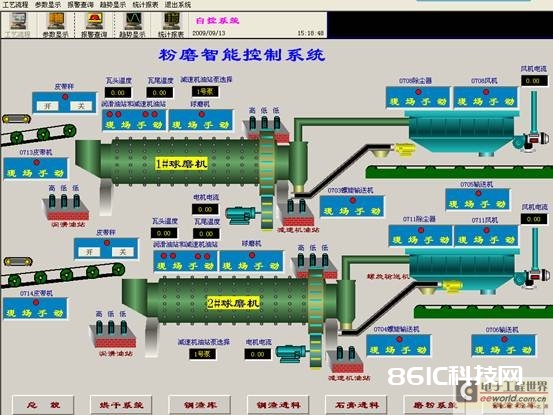
紫金桥软件人机界面主要功用:
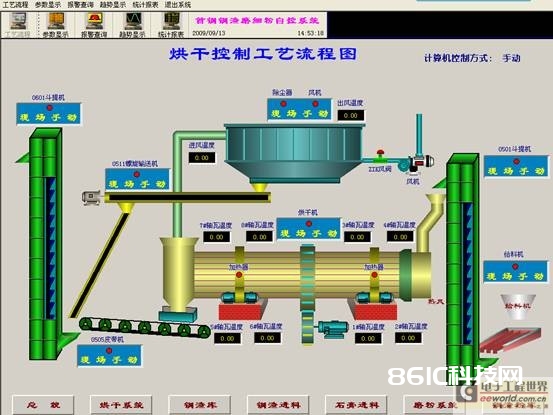
a、能动态模仿显现各段工艺流程、出产报表、出产数据;
b、每幅画面都设置有操作按钮,如画面切换按钮,出产进程启/停操控按钮,报警按钮,紧迫按钮等;
c、事情报警:出产进程中出现异常状况,主动报警并用文字显现毛病类型,画面一起主动切换至毛病地点的流程画面;
d、设备由静态到作业,画面模仿动画显现;
e、权限办理:操作员只要在开机时输入正确的登陆密码后,才干进入作业状况。
f、打印输出班报表,月报表。
g、查询历史数据.
监控核算机经过R232/R485适配器经过双绞线连接到SZ-4m的榜首通讯口,通讯间隔为:1400米以内。监控核算机的功用还兼有工程师站的效果,它能对下位机(PLC)的程序进行修正、装备。为了办理的需求,充分发挥电脑的资源优势,该体系在监控核算机建立了两个数据库:
a、出产数据库(剖析核算收集的数据)
b、设备毛病数据库:(设备过载、溢流、失速、仓空、仓满、毛病康复)。下位机(PLC)的出产数据和设备毛病都实时记载并保存在监控核算机的数据库中,经过监控核算机能够很便利查询某年某月某时某秒的出产数据,和毛病产生的时刻及康复时刻,并能生成各种出产报表打印输出。
监控核算机即可长途监控,也可做为现场触模屏的沉余规划来运用。监控核算机可与单位的局域网相连,完成数据同享。
2.5 操控功用概述
2.5.1工艺流程发动
工艺流程发动分工段进行,各工段可独自按工艺流程主动联锁发动,也可按工段由后向前主动联锁发动。各工段内工艺流程主动联锁发动,先发动相应的空压机,通风除尘体系,然后按物流逆向延时逐台发动各工艺设备。
2.5.2料位器与工艺流程联锁
比重去石机、砻谷机、重力筛设备正常作业状况需求合适的物流量合作,用料位器及气动门的开度完成这一方针。当这些设备的进料斗下料位器动作时,这些设备即停作业,其他工艺设备坚持作业状况,当物料到达要求高度后,重新发动这些设备作业。
该项目于2005年投入作业,整条出产线选用智能化办理规划,在连续性,实时性,准确操控方面,紫金桥软件起到了中心的效果大幅度提高了作业效率。