导言
在轿车出产进程中,曲轴整理机器人体系是全主动曲轴出产线上的重要组成部分,用于对半制品曲轴进行整理作业。Profibus是一种用于工厂主动化车间级监控和现场设备层数据通讯与操控的现场总线技能。并已成为国际化、敞开式、不依赖于设备出产商的现场总线规范。
Profibus由Profibus—FMS、Profibus—PA和Profibus—DP组成,其间,Profibus—DP是一种经过优化的高速和廉价的通讯衔接,专门为主动操控体系与涣散的I/O设备之间通讯而规划,以数字信号替代了传统的并行信号传输,具有数据传输牢靠,呼应快,抗干扰能力强,主动确诊及显现毛病等长处。
1 曲轴整理机器人体系组成原理
1.1 曲轴整理加工工艺
曲轴整理由3道工序组成:油孔倒角、油孔整理、键槽去毛刺。加工进程选用工件运动,刀具固定的方法进行加工,即机器人抓取待加工的曲轴,运动到对应刀具的方位进行加工,一起整条出产线配有全主动上下料体系。
1.2 体系组成
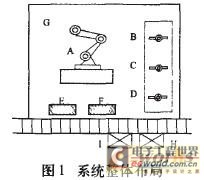
体系全体布局图如图l所示,体系组成为:
A:GE—FANUC R-2000IA型机器人体系,结尾负载200kg,用于抓取曲轴进行加工。
B:去毛刺工位,选用高速气动马达,最高转速可达120,000r/min。经过高速工作,将键槽边缘的毛刺去掉。
C:通油孔工位,用于整理曲轴油孔内的铁屑。
D:倒角工位,选用高速马达,用于油孔倒角。
E:上料位,用于曲轴上料。
F:下料位,用于曲轴下料。
G:体系操控柜,操控整套体系的运转。选用GE—FANUC PACSystems RX3i作为主控体系
H:体系操控柜,操控整套体系的运转。选用GE-FANUC PACSystems RX3i作为主控体系,操控机器人,刀具和上下料体系和谐正常的运转。
I:机器人操控柜,操控机器人的运转。能够经过示教,对机器人的运动轨道进行修改,完结终究的加工工艺。
2 操控体系原理
操控体系选用根据敞开的工业规范、具多范畴功用、通用的敞开渠道以及高性能的PAC(ProgrammableAutomation Controller)可编程主动化操控器。PAC的概念界说为:操控引擎的会集,包含PLC用户的多种需求,以及制造业厂商对信息的需求。PAC包含PLC的主要功用和扩展的操控能力,以及PC—based操控中根据目标的、敞开数据格式和网络衔接等功用。
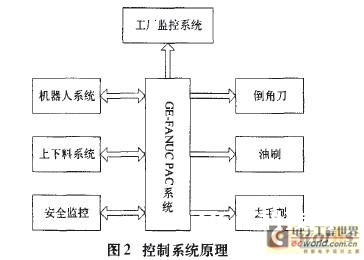
本操控体系选用GE—FANUC PACSystems RX3i作为主控体系,它彻底兼容PAC规范。全新的操控器RX3i是PACSYstemS宗族的最新成员。同PACSystems宗族的其他成员相同,PACSystems具有一个单一的操控引擎和一个通用的变成环境,它能方便地应用在多种硬件渠道上,而且供给真实的会集操控。操控体系原理如图2所示,其硬件组成为:
操控器背板(%&&&&&%695CHS012):12槽高速操控器背板支撑PCI总线和串行总线,为各模块供给装置底座。