烟草在线专稿
川渝中烟重庆烟草工业公司黔江分厂制丝车间首要承当全厂烟丝出产的使命。工欲善其事,必先利其器,车间注重设备作业,以设备确保出产。制丝线是一条现代化的出产线,自动化程度高,车间在设备方面一向活跃探索国内外新技能,本文就侧重介绍了Profinet在制丝线自动化体系中的运用。
一、Profinet在制丝线自动化体系中的运用的布景
(一)跟着计算机操控技能的不断开展,烟草行业制丝出产线的自动化运用水平也不断提高。
当时全国制丝线的自动化体系首要选用profibus总线,分厂制丝车间也首要选用profibus总线体系,总线在制丝线分布式操控体系中发挥侧重要效果。可是其自身的缺陷也逐渐露出出来,比方体系安稳性差、网络毛病处理比较困难等,因为总线问题,从前屡次形成制丝线全线停机,profibus总线成了限制制丝线自动化开展的技能瓶颈。
制丝车间在新一轮的技改时,仔细参阅、学习国内外新的自动化技能,车间活跃提出了profinet以太网操控计划,修改了昆船持续运用总线的技改计划,协同工程科,新的技改计划得以施行,在国内烟草行业首先全线运用profinet工业以太网,profinet的运用较好地处理了profibus总线存在的问题。制丝车间活跃立异运用新技能,为烟草行业制丝线的自动化开展供给了学习和参阅。
(二)制丝线Profibus总线体系介绍。
profibus是国际上通用的现场总线规范,二十世纪末开端在我国推广运用。Profibus首要进行现场设备的数据通讯,对现场分布式I/O进行有效地集成。
黔江分厂在技能改造前(2008年前),制丝线自动化体系首要选用profibus总线体系,技改前的制丝线自动化体系网络如下图:
制丝车间技能改造前分为四个工段:叶片处理段、梗处理段、烟丝处理段、风力送丝段。每个工段由可编程操控器PLC s7-400操控,PLC s7-400由交换机接入以太网。每工段的PLC s7-400以下为profibus总线,图中赤色网线衔接部分即为profibus总线体系,profibus总线衔接数量很多的子站ET200S(包含各种检测、履行元器件等)。
(三)运用Profibus总线存在的首要问题
1、Profibus总线体系安稳性差,首要是在杂乱的出产环境中,总线防电磁搅扰才能差所形成的。车间自身就有许多电磁搅扰源,比方烧电焊、大电流的设备起动等都会发生电磁搅扰,因此在实践出产中常常发生因电磁搅扰形成总线网络毛病。
2、总线毛病诊断困难,没有牢靠的测验仪器,首要凭个人经历进行判别。我厂在实践作业中,因为总线毛病难于判别,曾形成制丝线停产22小时的结果,导致企业较大的经济损失。
3、Profibus总线拓扑结构不行灵敏,因为硬件所限,扩展成星型或树型难度较大。从上图可看出,总线拓扑从主站到子站由一根双绞线连究竟,这就会导致一段总线或一个节点(子站)毛病,其后续节点(子站)悉数停止作业,车间常常发生因某单台设备总线毛病导致全工段停机。星型拓扑结构能确保各节点彼此独立作业。
4、Profibus总线只完成了底层I/O设备集成,不能与IT网络直接相联,与办理层没有效地集成。
二、Profinet在制丝线自动化体系中的运用的内在和首要做法
(一)profinet工业以太网介绍
1、Profinet的通讯方法
Profinet是西门子2004年开端推广运用的工业以太网。是新一代根据工业以太网技能的自动化总线规范,兼容工业以太网和现有的现场总线技能。
Profinet有三种通讯方法:
第一种是TCP/IP规范通讯。
第二种是实时通讯。运用于传感器和履行器之间的数据交换。
第三种是等时同步实时(IRT)通讯。运用于实时性要求很高的运动操控。
从上面profinet通讯方法来看,profinet是真实的工业以太网,能一起传递实时数据和规范的TCP/IP数据。
2、profinet的特色
体系开放性、实时性、安稳性好。以太网曾经首要用于商业、作业体系,功用安稳牢靠,西门子把以太网引进工业现场,替代曾经用profibus总线衔接底层设备的情况,然后确保了很多底层设备高效牢靠通讯。
网络拓扑结构可以完成灵敏多样地组网。因为硬件上的改善,运用网络交换机scalance很简单组成星型、树型等。
根据TCP/IP的规范以太网,体系兼容性好,资源共享才能强,很简单完成了体系集成。
(二)profinet在制丝线的运用
分厂制丝出产线曾经首要运用profibus总线,2008年11月对制丝出产线的自动操控体系进行了技能改造,用工业以太网profinet替代profibus总线体系。
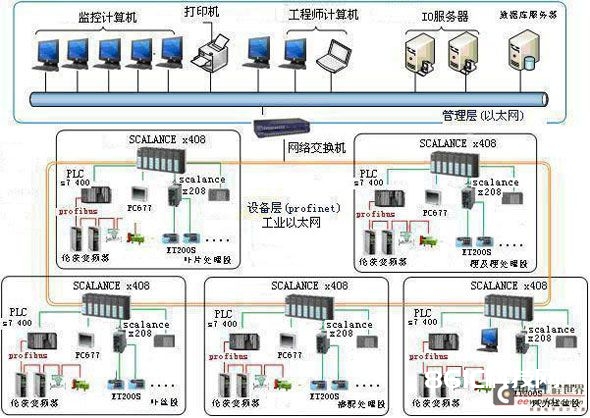
整个制丝出产线自动化网络体系分为两级:办理层和设备层。
办理层:由以太网Ethernet构成;设备层:由profinet工业以太网构成。
办理层(以太网Ethernet)首要施行办理功用,设备层(profinet)首要施行设备操控功用,是车间的骨干网络。Profinet网络是一个光纤环网,环形网具有冗余功用,它的长处是:当网络某一处毛病时,整个网络仍坚持通讯正常。
技改后的制丝出产线由五个工艺段构成:叶片处理段、叶丝处理段、梗及梗处理段、掺配处理段、风力送丝段。每个工段是profinet网络的一个主结点,用以太网交换机scalance(x408)以星型拓朴衔接PLC S7-400、操作站PC677、scalance(x208)、部分检测履行%&&&&&%等。scalance(x208)下面再以星型方式衔接数量很多的子站ET200S。为节省本钱,技改保存了部分profibus设备,首要是数量较多的伦茨变频器和电子秤等。上图中赤色网线相连的即为保存的profibus体系。
这套制丝线自动化体系很简单地完成了星型结构,改变了传统的profibus总线难以完成星型拓朴的情况,这样一个子站毛病其它子站相同也能作业,一台设备毛病不会形成全段停机,然后确保网络内的各结点能彼此独立作业。
三、Profinet在制丝线自动化体系中的运用的效果
(一)改造效果。改造后的制丝线自动化体系结构明晰,层次简单明了。整个profinet体系已作业运转1年多,体系实时性好,安稳性和牢靠性显着提高, 1年来没有发生一次因为网络毛病发生停机的现象。整个体系的数据信息处理才能大为加强,挂接在profinet上的每一设备或外表都有独自的IP地址,可以在整个以太网内进行恣意通讯,完成了底层设备的数据通讯简单化、规范化。
(二)制丝线自动化体系的开展方向。profibus现场总线只能完成底层设备的通讯,体系难以集成,工业以太网替代现场总线是往后工业运用的重要开展方向,profinet也是往后制丝出产线开展的必然趋势。
黔江分厂制丝出产线运用Profinet工业以太网,在车间内完成了一致网络架构,搭建了自动化范畴新的操控渠道。profinet在全国烟草行业才处于开始阶段,黔江分厂制丝车间现已施行成为一个比较成功的事例,为烟草行业制丝出产线的自动化开展供给了重要的参阅效果,也在全国制丝出产线树立了标杆、典范效果。